铣削是一种古老又年轻的制造工艺。据历史记载,第一台用于金属材料的铣床是在 1800 年代初期开发的。下一个重要的演进步骤可以追溯到 19 世纪中叶左右,当时 Brown & Sharp 公司推出了万能铣床。一个多世纪以来,三个维度被用于传统铣削,即遵循笛卡尔坐标系的 X 轴、Y 轴和 Z 轴。X 轴(通常)是水平的。Y 轴从旁人视角来看,从前向后或者从后向前移动。机床在 Z 轴上进行上下运动。
因此,一个多世纪以来,三个线性运动轴定义了传统铣削工艺的几何极限。尽管后来可以将主轴定位在所需角度或用旋转夹具夹紧工件,但成型加工始终停留在 3 轴模式。然而,铣削发展成为了工业金属加工中的主要制造工艺之一。
尽管自 1960 年代以来 NC 和后来的 CNC 控制的发展日益扩大了加工的可能性,但 3 轴铣削在今天仍然不可或缺。Fraunhofer Institute for Production Technology IPT 和 WBA Aachener Werkzeugbau Akademie 在 2018 年进行的一项联合研究证明了这一点,根据该研究,即使在工具制造中,3 轴铣削仍然是主要的轴配置,几乎占 50%,而四年前只使用了大约 10% 的 5 轴配置。
研究中给出的 5 轴铣削普及率低得惊人的原因是显而易见的。一方面,大量生产的工件不一定需要同步 5 轴加工。另一方面,5 轴加工的低普及率的另一个原因是用户公司面临更大的挑战,尤其是在编程方面。但正是在这两个方面,创新和演进的相互作用正掌握在5 轴铣削的手上。
未来的 5 轴铣削

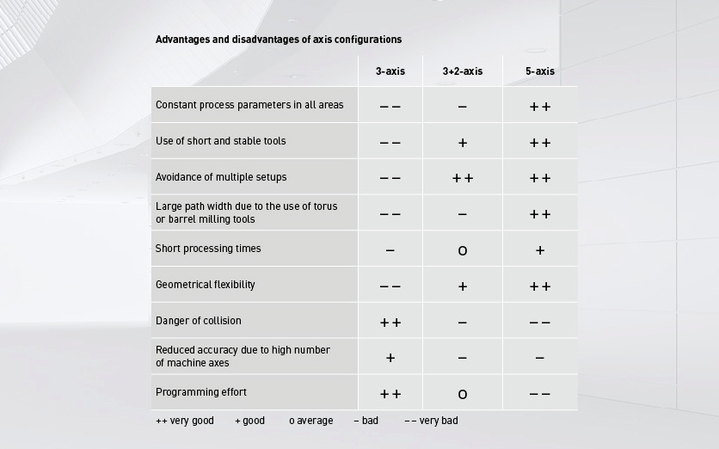
首先,当使用 5 轴铣削时,重要的是要区分刀具是否只能在3 个线性轴之外附加两个旋转轴进行空间定位,还是可以完全同步移动。第一种情况其实是所谓的“3+2 轴加工”,其中第四和第五旋转轴将工件保持在固定方向,但铣削本身再次在 3 轴中进行。另一方面,在“真实世界”中,即“同步 5 轴铣削”,机床的所有 5 个轴可以在任何坐标中相互插补移动。

推进中的 5 轴联动铣削
一开始就应该注意:5 轴铣削的市场渗透率仍然很低,但未来可能会大幅转向支持 5 轴铣削,尽管其使用面临挑战。先前引用的四年前的研究也表明了这一点(通过示例)。当时,接受调查的工具制造商推断 5 轴工艺(精加工)的未来增长将超过 50%。
显然,3D 铣削的优势对用户来说变得越来越可估算和有利可图。例如,在生产技术方面,得益于五个数控轴,刀具及其切削刃的位置可以随时定位在工件上的任意一点,沿曲面(自由曲面)移动,同时以高精度保持与工件表面的任何所需角度。
5 轴机床的最大优势之一是在大多数情况下仅通过一次设置生产复杂工件和精密部件,因此节省了时间,降低了成本。由于这种自由度,5 轴联动加工可用于在一次操作中生产几乎任何工件轮廓,而无需重新装夹。这样可以节省非生产性闲置时间,还可以避免从一台机床更换到另一台机床时出现的差错。此外,刀具始终可以相对于工件完美定位。这确保可以使用更短标准长度的刀具。这反过来又增加了刚性,实现了更高的进给率并延长了刀具寿命。
从市场方面来看,5 轴铣削份额不断增长的原因是趋向于对越来越小的批量生产规模要求更高、更复杂的工件。除此之外,对部件精度和表面质量的要求也越来越高,响应时间和交货期也越来越短。此外,DMG MORI 等制造商也在推动更多人接受适当的 5 轴加工中心。此外,机床制造商可以依靠越来越智能的控制,从中期来看,这甚至会将 5 轴加工任务的车间编程带入用户的视野。最后,供应商还在继续升级从 CAD 到 CAM 再到 CNC 的数字工艺链。因此,许多专家推测包括智能仿真程序在内的全自动 NC 编程很快就会成为可能。
5 轴联动铣床
然而,成功的基础当然是合适的铣床或正确的加工中心。除了 X、Y 和 Z 轴外,A、B 和 C 轴还负责主轴或工件或夹紧台的必要旋转运动,具体取决于机床的运动学特性。事实上,刀具和工件之间的万向相对运动原则上可以通过三种方式实现,正如所谓的 CNC 手册告诉我们的那样:
- 通过固定工件和刀具的两个回转轴,
- 通过固定刀具轴和工件的两次回转运动,例如,通过回转工作台,或
- 通过刀具轴的一次回转运动和工件的一次回转运动,它们彼此错开 90°。
例如,在带有回转工作台的铣床中,带有 A 轴的工作台围绕 X 轴的纵向行程路径旋转,而在带有回转头的铣床中,铣头的 B 轴围绕 Y 轴旋转,同时 C 轴围绕 Z 轴旋转。哪个坐标适合用户,总是由客户的工件谱系决定的。

结语
总之,需要指出的是,铣床上 5 轴铣削的基本原理与车床上的 5 轴铣削没有区别。在这里,反而出现了关于流程集成优势的问题。然而,那是一个完全不同的“故事”,我们将在以后的文章中阐明。