
操作循环
亮点
- 简化机器操作
- 工作流程自动化
- 以更高的安全性防止操作员出错
刀塔中心架

- 用液压动力的中心架支撑长件和细件
- 使用多通道机床的扩展功能
- 用该循环可接近中心架或从中心架退离
亮点
客户获益

通过用户界面直接设定 X 和 Z 轴的支撑位置。自动计算进轨和退轨。
- 刀台上液压驱动的中心架
- 位置锁定的刀塔,提高工艺安全性
- 固定式中心架,使重新启动后的位置和形状公差符合程序要求
刀具平衡助手

- 在人机界面中基于残余不平衡计算允许的刀具速度限制
- 连续监控和自动登记加工过程中所有违反限值的情况
- 以表格形式导出所有已登记事件的功能
亮点
客户获益
- 操作简单,刀具平衡的透明度和灵敏度高
- 通过持续使用平衡刀具,提高了尺寸精度、表面质量并减少了刀具磨损

左: 从刀具表中选择需要观察的刀具 / 右:计算允许的加工速度: 根据平衡质量计算允许速度
刀塔顶尖

- 顶尖安装在刀塔上
- 顶尖参数直接保存在刀具表中
- 死顶尖和弹簧预紧顶尖
亮点
客户获益

可通过操作员屏幕对 X 轴和 Z 轴的起始位置和支撑位置进行编程。在预定窗口中监控支撑位置。
- 轻松进行顶尖定位
- 位置锁定的刀塔,提高工艺安全性
- 可调、可编程和可监测的顶尖压力
刀具排序循环

- 刀库中刀具按照程序中的刀具使用顺序排序,确保缩短非生产时间
- 通过刀具梭杆方式而非主轴换刀,优化链式刀库的刀具排序时间
* 优化不是与主时间并行进行的
亮点
客户获益
- 对于批量大小在3个以上的加工,最大限度缩短换刀时间
- 由数控程序灵活地控制刀库中的刀具操作
程序:
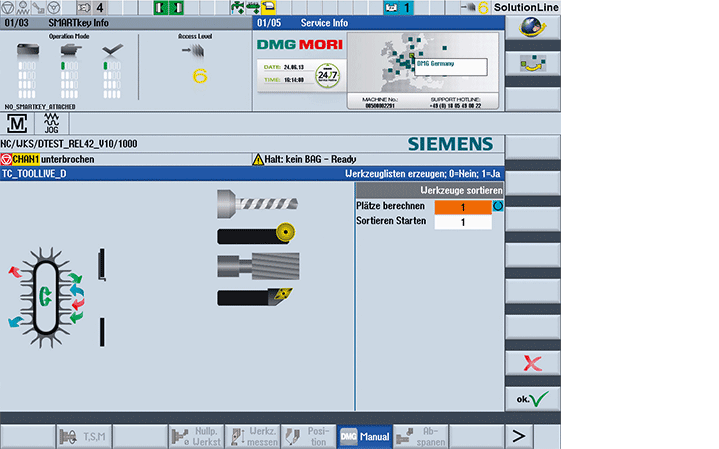
User Interface
- 根据第一个程序记录实际刀具序列
- 根据生成的刀具插入列表,通过链中的刀具穿梭器执行刀具
cCLAMP - 夹紧力计算器

- 符合 VDI 3306 标准的综合夹紧力计算器
- 根据使用的加工参数直观计算最小夹紧力和夹紧力
- 用于车削、铣削和钻孔的带有 3 至 8 个夹爪的内部和外部夹紧综合软件包
亮点
客户获益
- 避免因不知情的过大夹紧力导致部件变形
- 提高夹紧安全性
- 与 iJAW (DMQP RÖHM) 结合使用,装夹速度更快,夹持更安全

左: 薄壁部件的最大夹紧力计算 / 右:径向钻孔的最小夹紧力计算: 径向钻孔的最小夹紧力计算
安全退模

- 按下按钮(紧急停止),模具和部件安全脱钩。
- 在发生意外情况时,保护工具和部件免受损坏。
- 可作为技术循环 gearSKIVING 2.0 和 Multi threading 2.0 的额外选项。
亮点
客户获益

在 gearSKIVING 2.0 中打开和关闭选项
- 新工艺启动时更安全。
- 紧急停机后,所有耦合轴都会安全关闭,防止损坏刀具和工件。
- 开启和关闭集成在相应循环中的选件。

在多螺纹加工 2.0 中打开和关闭选项。
断屑

- 进给轴的摆动运动导致气切削,从而有效减少切屑尺寸
- 用于内外径外纵向车削、端面车削、钻孔和切槽*。
- 集成安全功能检查参数输入的合理性
* 对于倾斜表面,由于进给一次只能在一个轴上摆动,因此会产生阶梯模式。
亮点
客户获益

在实际加工之前,可通过图形检查加工状态
- 切屑长度实际上可由周期决定,与材料无关
- 由于避免了切屑球的产生,因此不再需要中断工序
- 人机界面易于设置,操作安全性高

左: 可通过最简单的参数输入设置摆动 / 右:可通过最简单的参数输入设置摆动: 只需在人机界面上通过开/关激活即可
程序状态控制

- 结合Gildemeister结构化的编程技术,在加工程序中断后安全和快速地重新启动加工
- 简化程序操作,特别是带多主轴或刀库时
- 显示工件的加工状态
亮点
客户获益
- 数控系统显示详细的状态信息
- 通过GILDEMEISTER结构化的编程技术自动输入注释
- 只需按下按钮安全地重新进入程序,无需查找特定程序段
GILDEMEISTER 结构方案
- 结构化方法,包含 20 多个标准程序和 200 多个加工变体,包括自动化棒料输送,机器人/行架装卸零件
- 通过附加标记(EPS)显示子程序的程序状态。
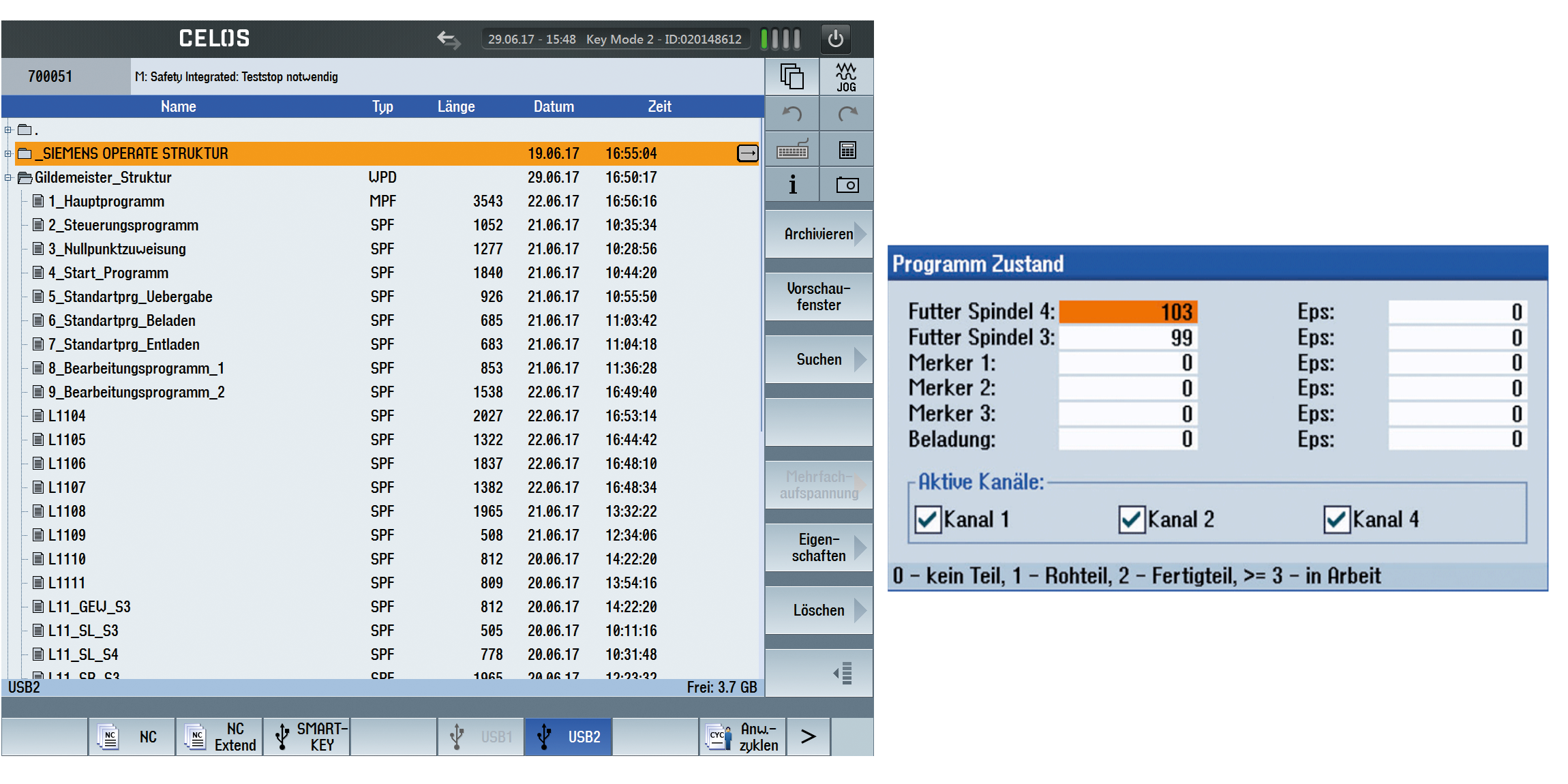
左:带标记状态的人机界面。/ 右:清除程序结构。
副主轴顶尖

- 合理结合6面完整加工与尾座功能
- 通过铣削主轴,自动将尾座顶尖装入主轴或副主轴卡盘中并从中卸下和装入刀库中
- 同步的副主轴顶尖与主轴支撑细长工件
亮点
客户获益
- 自动换件,确保更高工件精度,无需打开操作门(热流量不变)
- 主轴与顶尖锁定位置,提高工艺安全性

左:自动改变中心点。// 右:参数输入掩码: 控制清洁、更换刀尖和控制冷却液
自动卡盘 2.0

- 自动优化主轴和副主轴的伺服驱动参数
- 减少装夹设置时间
- 优化加工效果
亮点
客户获益
- 减少装夹设置时间
- 自动确定参数,与机床操作人员的经验无关
- 设置被保存在 NC 程序中,从而保证质量统一性

左:简化的测量和参数设置程序 / 右: 在 NC 程序中本地保存参数
AAC - 自动接近循环

- 通过评估磨削主轴*的电机电流来检测工件接触情况。
- 可通过用户界面调节测量灵敏度
- 接触检测后可单独设置过大尺寸
*可作为磨削组件的扩展功能使用
亮点
客户获益

设置触点检测限值
- 显著减少气割,使磨削过程直接从工件的实际尺寸开始
- 扩大处理能力,尤其是在无法明确确定工件上的结构噪音时
- 完全集成在磨削循环包中

接触检测后启动策略的参数设置。