工件搬运系统增强价格优势
WTE Präzisonstechnik公司位于艾伦弗里德斯多夫, 1999年该公司开始生产精密钻头夹头, 当时仅有12名员工。

MAPAL集团的这家子公司总经理Ralf Wackenhut回忆说: “WTE Präzisionstechnik公司创新的夹紧技术是获得MAPAL集团青睐的决定性因素。我们的产品线完整, 在夹紧领域, 我们是全面的服务供应商。”WTE Präzisionstechnik为MAPAL主要客户和行业生产多种不同的卡盘, 钻头夹头和热缩卡盘。“一方面, 这种模式易于为目标行业安排所需的产量, 另一方面必须灵活响应客户直接订购的加急产品。
生产的灵活性需要智能的工艺

除了灵活性要求外, Ralf Wackenhut认为坚持高质量地生产是一项重大挑战: 他说: “智能工艺是关键。”现在, 在软面加工方面, WTE Präzisionstechnik用DMG MORI加工中心和车削中心已将最终轮廓尺寸的精度提高到 DIN标准的5 µm以内。“计算淬火中的热膨胀量,使加工后的热膨胀量达到最小。”
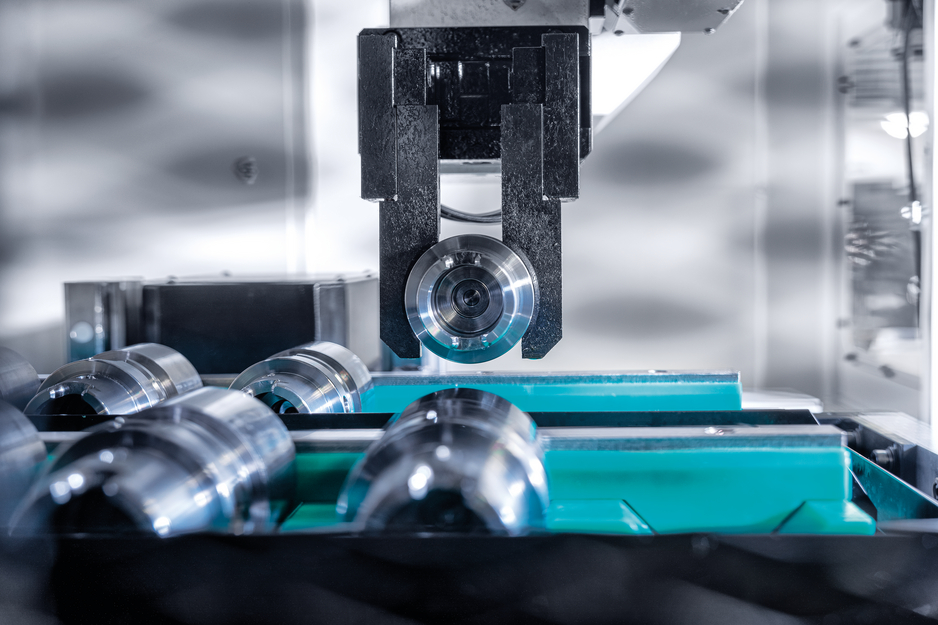
GX 10 T – DMG MORI现代化的自动化解决方案实现多台机床操作和无人值守生产
Ralf Wackenhut发现自动化技术在进一步优化工艺方面的潜力。“我们生产的大部分零件的批量是100件。因此适合使用自动工艺, 尤其适合在夜间和周末进行无人值守生产。”多台机床操作也是一个关键。2019 年,新购的NZX 2000和NLX 2500车削中心配GX 10 T桁架式机械手, 为机床进行装件和卸件操作, 并堆放成品工件。加工的工件尺寸达ø 200 × 150 mm的2倍, 每个夹爪的承重达10 kg, 完全满足我们的要求。NZX 2000车削中心配三个刀塔和三个Y轴, 可用于加工工件的复杂端面 NLX 2500车削中心可较快地在背面加工锥体。Ralf Wackenhut介绍说:“为最大限度发挥可用的生产能力, 我们还用两台自动化机床高精度地精加工其他机床已加工的工件。”Ralf Wackenhut 解释道。机床操作员只需要将含已加工的工件库装入该自动化系统中。
在自动化系统方面, WTE PRÄZISIONSTECHNIK使用标准机床和标准部件。“我们与DMG MORI合作, 我们的机床和自动化系统全部采用DMG MORI产品, 无缝衔接。首先, 桁架式机械手工作可靠, 其次, 简化系统设计和采购。”
配棒料送料机的NLX 2000车削中心同样如此;“这两台桁架式机械手解决方案仅用于精加工已加工的工件。在配棒料送料机的较小NLX 2000车削中心上, 我们也能由棒料自动加工大多数工件。"




一次装夹车削和铣削,缩短周期时间达40%

WTE Präzisionstechnik生产复杂夹头, 车削中心提供灵活通用的加工能力, 在一次装夹中可进行车削和复杂的铣削加工, 这是Ralf Wackenhut需要的决定性功能。高性能的直驱BMT刀塔的动力刀转速高达10,000 rpm。“以前, 我们需要在不同机床上进行多次正面和背面加工。现在只需在两台机床就能完成全部加工, 缩短周期时间达40 %, 因此显著加快我们的响应速度。减少装夹次数意味着只有刀具磨损才能造成废品。当然, 这些机床也能完整加工全部六个面, 然而我们决定采用顺序加工工艺, 用于提高机床产能利用率。”
Ralf Wackenhut对WTE Präzisionstechnik 公司的未来发展充满信心。“我们拥有足够的可用空间, 也拥有公司发展所需的高素质熟练工。我们自己也能培训. ”该公司每年招聘三到四名学员。Ralf Wackenhut总经理对越来越多女性对专业技术感兴趣感到高兴, 他说:“学员中包括越来越多的女性学员。”
面向未来 - 用增材制造技术生产夹刀新产品
Ralf Wackenhut也在考虑未来生产技术。以 DMG MORI的LASERTEC SLM机床为例, 他说:“我发现增材制造的巨大潜质。”例如 WTE Präzisionstechnik创新的液压夹紧技术。在液压夹头内,油道中的液压油用油压夹紧刀具。该技术可降低振动, 提高同心度, 而且维护要求极低。小型液压夹头的油道非常细, 传统技术无法生产: “粉床式增材制造是其唯一的选择。为此, 我们已开始与DMG MORI联系。”



WTE Präzisionstechnik GmbH
Gewerbegebiet an der B95, 2a
09427 Ehrenfriedersdorf
Germany
www.wte-tools.de
如需任何与DMG MORI技术文章有关的信息,请与我们联系。