

DMU 600 P (FD)
5面 / 5轴加工大型工件的XXL级万能加工中心
X 轴的最大行程
738 in.
18,750 mm
Y 轴的最大行程
189 in.
4,800 mm
Z 轴的最大行程
59 in.
1,500 mm
最大工件直径
197 in.
5,000 mm
最大工件高度
118 in.
3,000 mm
工件最大重量
264,555 lbs.
120,000 kg
最大工件长度
713 in.
18,100 mm
最大工件宽度
138 in.
3,500 mm
可选配的数控系统及软件
SIEMENS
HEIDENHAIN
亮点

高精度
- 更高刚性及更高的温度稳定性
- 所有相关热源全部由冷却液冷却
- 经FEM有限元分析和模型分析优化设计的龙门式机床结构
高性能
- 还提供铣/车复合版
- 大型加工区,工件尺寸达6,000 mm x 3,000 mm和重量达25,000(40,000)kg
- 主驱动功率53 kW和扭矩1,445 Nm,选配功率60 kW和扭矩2,500 Nm
- 带B轴运动特性的可换铣头,C/A齿轮主轴和C/B轴运动特性的电主轴
高效率
- 节能高效的冷却单元
- 可选现场 /客户现场连接冷却回路
- 双工作台版和多工作台版。
高刚性
- 模块式的个性化组件结构,缩短安装时间
- X/Y轴为齿轮齿条驱动
- Z/W轴为高动态性能的滚珠丝杠驱动
- 床身、立柱及横梁的材质为EN-GJS-600-3(GGG60),确保优异的减振性能
- 大尺寸和更高温度特性
应用举例
数控系统和软件
HEIDENHAIN TNC7

- 可个性化定制的用户界面,窗口可自由配置
- 智能探测功能实现工件直观设置,图形辅助找正以校准装夹装置
- 采用海德汉对话式编程或 DIN/ISO 标准编程,编程更简便
- 全面的加工循环与测头测量循环
- 高端性能,铸就完美表面与极致精度
- 动态碰撞监测与逼真模拟,提升加工安全性
- 基于 Linux 的 HEROS 操作系统,最大限度保障 IT 安全
SIEMENS SINUMERIK ONE

- 3D 车间编程,面向车间现场编程,具备自动特征识别功能
- 精优曲面和臻优曲面:以最短加工时间实现最佳工件表面质量
- 优化 PLC 循环时间
- 综合加工循环
- 采用强大的多核架构,确保 CNC 流畅运行,发挥最大性能
- 熟悉的界面观感与操作体验
SIEMENS SINUMERIK 840d solutionline Operate 数控系统

- Shopmill 车间导向型编程
- 精优曲面和臻优曲面:以最短加工时间实现最佳工件表面质量
- 扩展型加工循环
磨削
车削
- 车削、铣削和磨削一次装夹完成
- 内磨、外磨和端面磨的磨削循环以及修整循环n
- 用于启动和修整的体载声音传感器
- 完全集成测量模块,用于相对和绝对现场测量 - 与主时间并行
铣削
- 集成磨削技术,提高表面质量
- 内圆、外圆和平面磨削以及修磨循环
- 为启动和进行修磨操作的机内声音传感器
- 1,300 l冷却系统,带离心过滤器,过滤> 10 μm的颗粒物
- 选配AKZ喷嘴单元,以更好地冲洗磨削空隙
亮点
车削客户获益

- 扩大CTX TC系列机床的技术范围
- 表面质量 <0.4 μm
- 圆度 < 5 μm
- 用于 ø > 30 毫米的质量 IT5
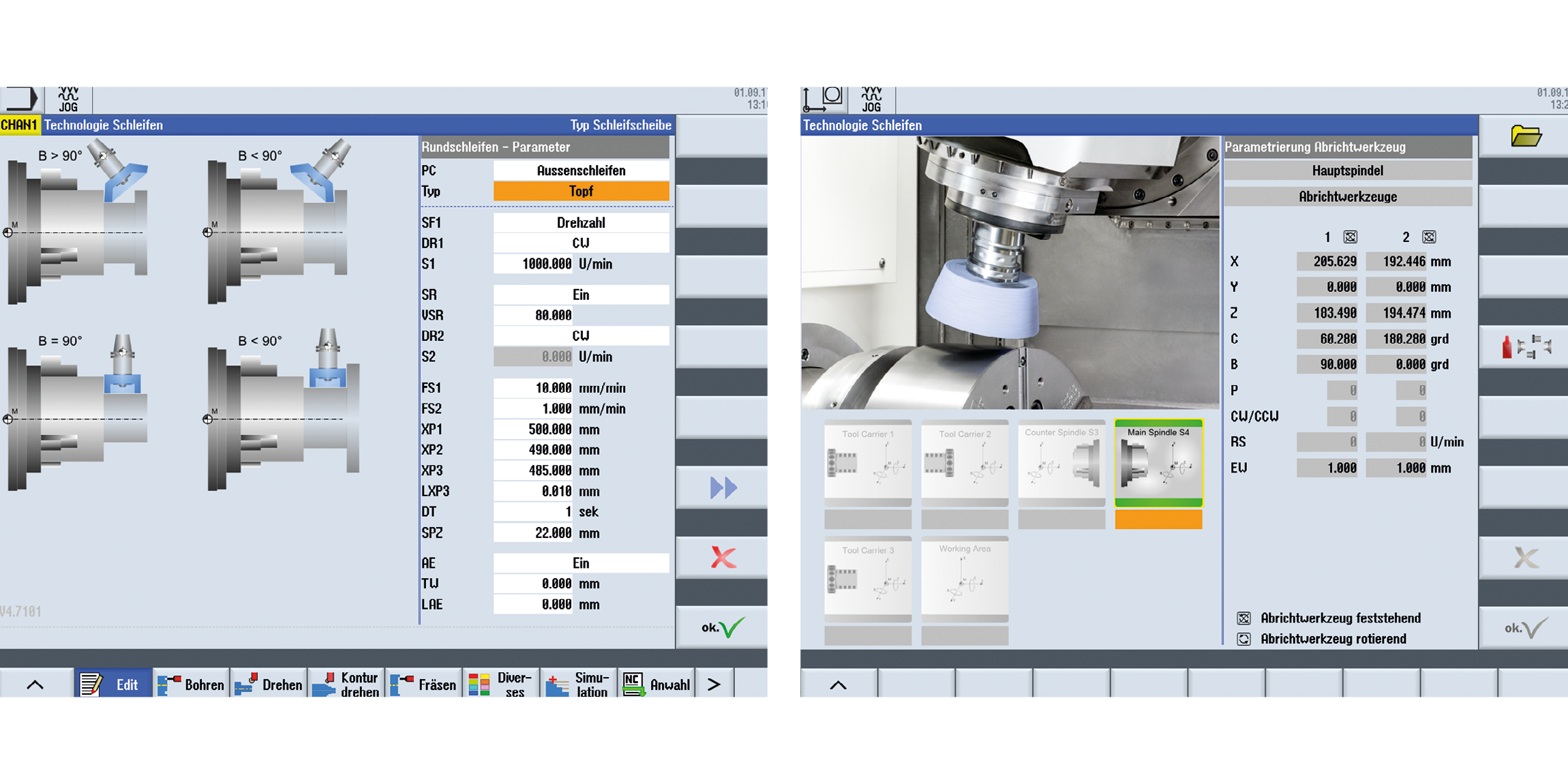
左 : 外圆、内圆和圆弧磨削。使用直磨盘、角磨盘或杯形磨盘进行磨削。/ 右:直磨片、角磨片或杯磨片修整图。
铣削客户获益

- 表面质量 <0.4 μm
- 圆度 < 5 μm
- 5级质量,Ø <120 mm
- 4级质量,Ø> 120 mm
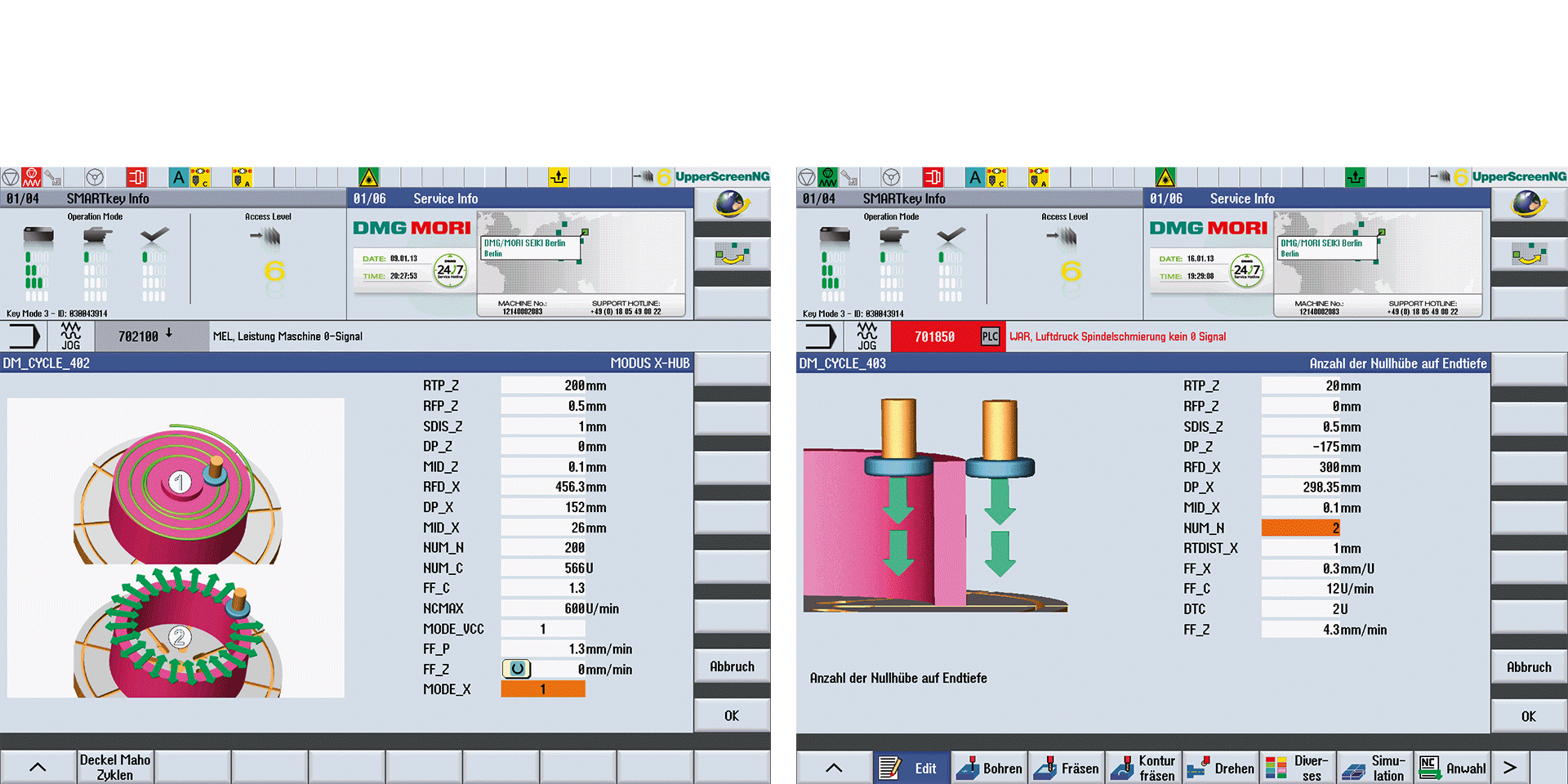
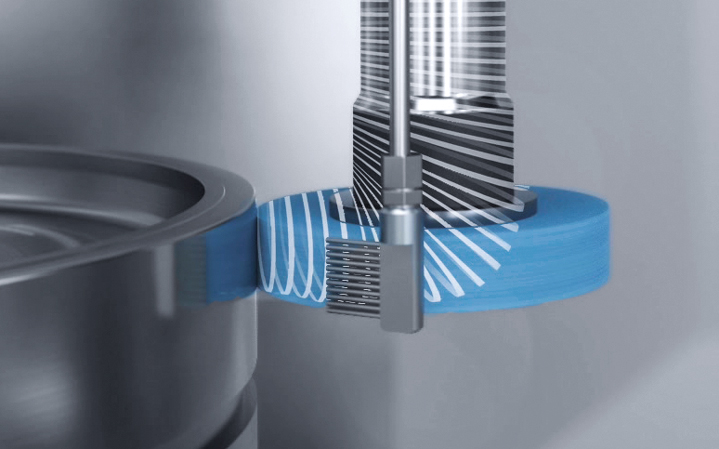
左:螺旋平面磨削或折线平面磨削。/ 右:纵向磨削 纵向磨削。
L形测头套件

- 测量工件上的腹板和凹槽
- 测量难以接近位置的直径
- 可手动和可伸缩,校准单元套件包括
- 适用于客户特别设计的L形测头
亮点
客户获益
- 灵活通用的应用
- 机内测量

左 : 半自动测量解决方案。/ 右 : 自动测量解决方案。
轮廓敷料

- 通过驱动成形辊在砂轮上修整轮廓(反面)
- 充分利用 AE 传感器和集成修整策略
- 通过定制砂轮,可节省大量时间,并提高修整精度
亮点
客户获益
- 刀具和工件保护
- 优化刀具工艺
- 根据实际拉入力监控主轴径向和轴向载荷

左: 用于型材生产的参数化输入 / 右:用于型材生产的参数化输入: 对话引导的轮廓修整循环
3D quickSET

车削
- 测量和修正回转摆动轴(C4,C3,B)位置
- 悬垂补偿
- 可与客户的标准测头(推荐Renishaw,Blum)一起使用
铣削
- 检查和修正运动特性精度的工具包 4 轴和 5 轴机床的精度
- 所有类型的铣头和工作台轴
亮点
车削客户获益
- 高精度加工前,可靠地重新校准机床
- 持续记录机床精度
- 避免未知的几何偏差导致废品

对话引导测量 B 轴和 C 轴。
铣削客户获益

- 机床的定期校准和全面记录
- 自动调节的高运动特性精度

Define kinematics head
偏心车削和铣削

- 车削运动与附加的X轴和Y轴叠加
- 适用于车削与铣削加工
亮点
客户获益
- 轻松加工偏心几何
- 进给轴在后台准确联动和同步

左: 输入工件外部区域位置的参数。/ 右:工件内部位置的图形表示。
倾斜测量循环

- 倾斜刀具轴测量
- 对话引导下的测量循环编程
- 用旋转轴定位测量点
亮点
客户获益
- 提高部件精度
- 减少设置时间
- 通过倾斜工具轴实现无碰撞测量
- 测量结果的进一步处理

左 : 1. 周长测量 2. 对中面 3. 对中孔 / 右 : 对话框引导编程
平面磨削

- 将平面磨削技术集成到标准机床中,实现最佳表面效果
- 通过确定校准点可以进行直线度补偿
- 声发射传感器辅助进行循环行驶
- 可选配ECS喷嘴单元,以实现对研磨缝的最佳冲洗效果
亮点
客户获益

加工策略
- 通过集成参数输入,编程轻松简单
- 完整加工仅需一步
旋转修整单元及修整循环
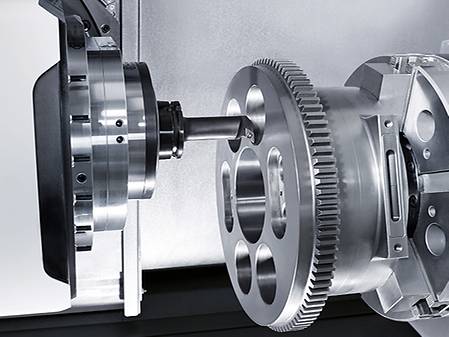
gearSKIVING 2.0

- 外直齿和外斜齿或内直齿和花键
- 在车/铣复合加工中心上加工偏移轮齿的人字齿
- 数学变换第6虚拟轴,加工球形齿
亮点
客户获益
- 无需角度铣头加工内齿
- 缩短加工时间,比插齿速度快10倍
- 由循环控制同步和刀具路径
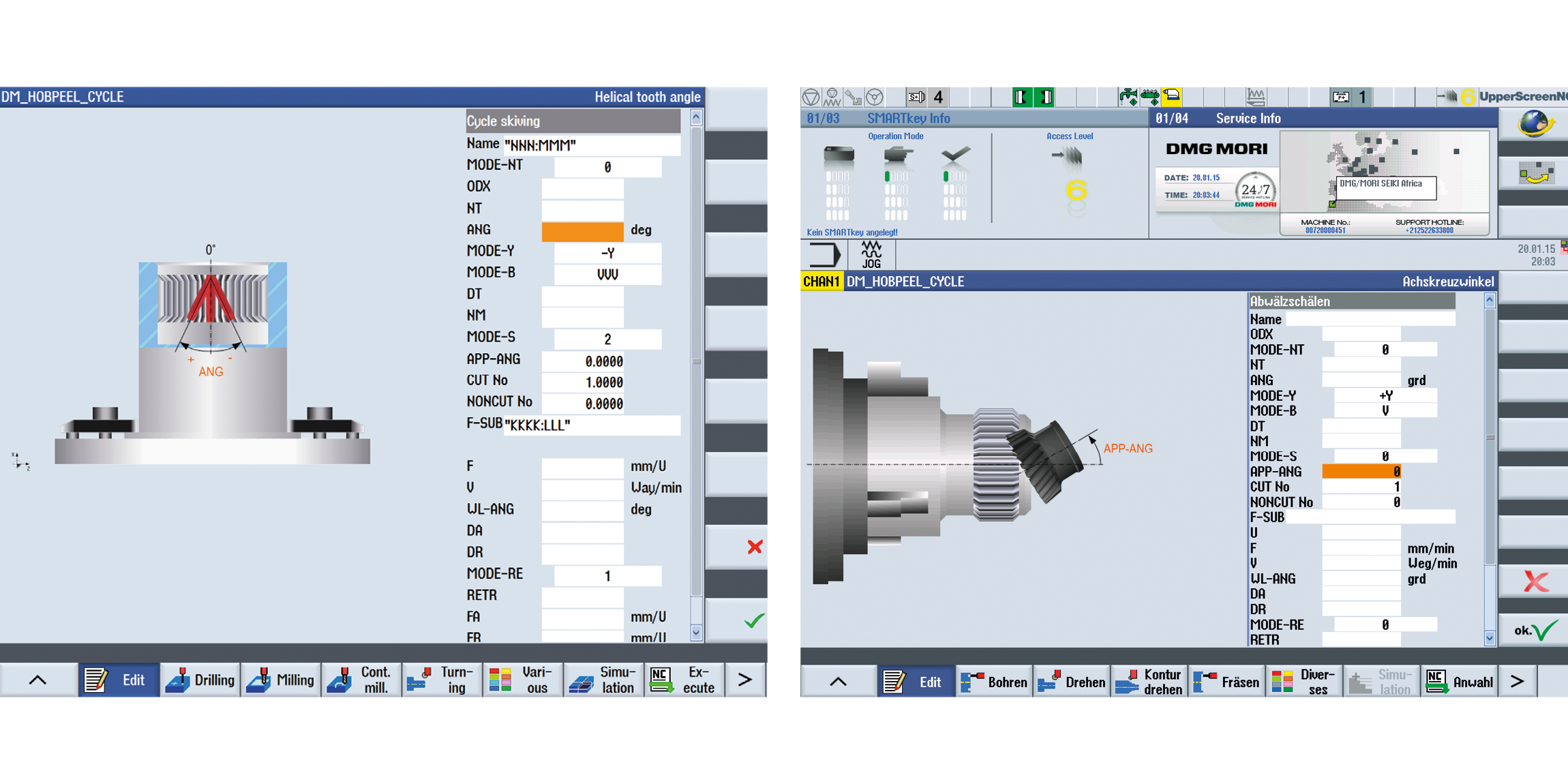
左 : 内齿轮齿廓加工 / 右 : 外齿轮轮廓加工。
插补车削 2.0 – 车削凹槽循环
- 插补车削时,刀具沿圆弧运动,同时刀具始终朝向圆心位置
- 适用于外圆和内圆加工
- 由循环控制同步和刀具路径
- 新:在 2.0 版中可实现复杂的车削轮廓(目前仅适用于 DMU 50,其他机床类型将陆续推出)
亮点
客户获益
- 轻松加工密封面,其位置难以在铣削加工中接近
- 一次装夹完成工件的全部加工
- 降低刀具成本

DMG MORI gearMILL

- 高生产力的完整加工
- 用标准机床和标准刀具经济地加工齿轮
- 灵活通用,适用于多种齿轮几何
- 机内质量检测
亮点
客户获益
- 根据毛坯图和齿轮数据编程
- 优化工件方向,例如热处理后
- 三坐标测量设备(Klingenberg,Leitz,Zeiss)接口
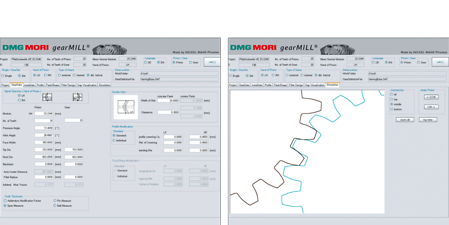
链接:正齿轮几何计算的齿轮参数输入。/ Rechts : Grafische Betrachtung des Abwälzverfahrens.
角度工具

- 角度头的可变对齐方式使结构件加工具有最高的灵活性
- 自动 CAD / CAM 编程
- 自动计算 TCP 并与现有控制功能相结合
亮点
客户获益
- 加工工件上无法加工的位置。
- 由于更换刀具次数减少,节省了非生产时间
- 使用更少刀具,节省更多成本

左:钻孔操作中 KSS 驱动的刀具 / 右:用于可变角度设置的参数掩码
MPC 2.0 – Machine Protection Control

- 加工过程中的振动监测
- 碰撞时快速关机
- 即使在摆动位置,也可以手动退刀
- 新:扭矩监测
- 新:推荐用于CTX TC系列车削中心的保护套件
亮点
客户获益
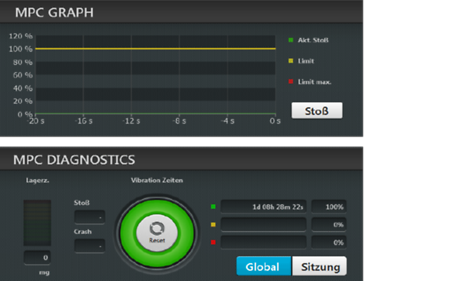
MPC 图形:当前和示教过程值。 / MPC 诊断:轴承状况、撞击次数。
- 避免刀具破损
- 更高机床可用性
- 减少故障
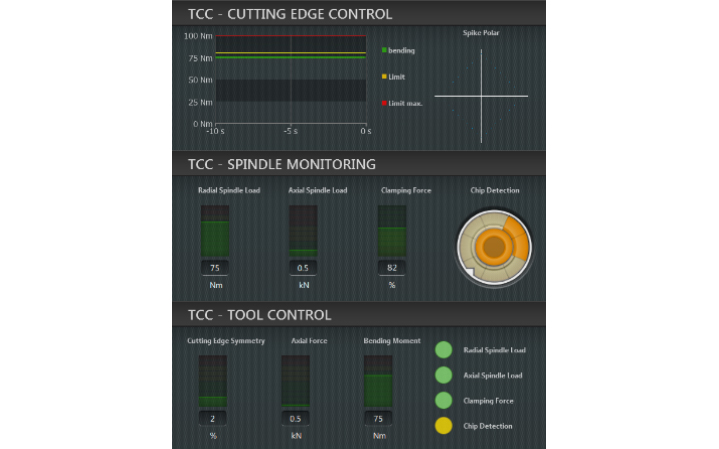
TCC – 刀具控制中心

- 平面和锥形支撑面上的夹紧识别
- 监测夹持力
- 通过对每个切割边的弯矩进行对称监测,以在过程中控制刀刃
- 通过时间图表对弯矩进行可视化
亮点
客户获益
- 保护刀具和工件
- 优化刀具使用
- 根据当前的夹持力,监测径向和轴向的主轴负荷

左:新;中:磨损;右:刀刃折断
VCS Complete

- 一键校正机床空间几何精度
- 检测和补偿所有轴的几何、定位和角度误差
- 客户可直接在机床上轻松操作和实施
亮点
客户获益
- 在机器的整个生命周期内定期对机器的几何形状进行补偿
- 对话式操作,方便快捷
- 记录数据以便进一步分析
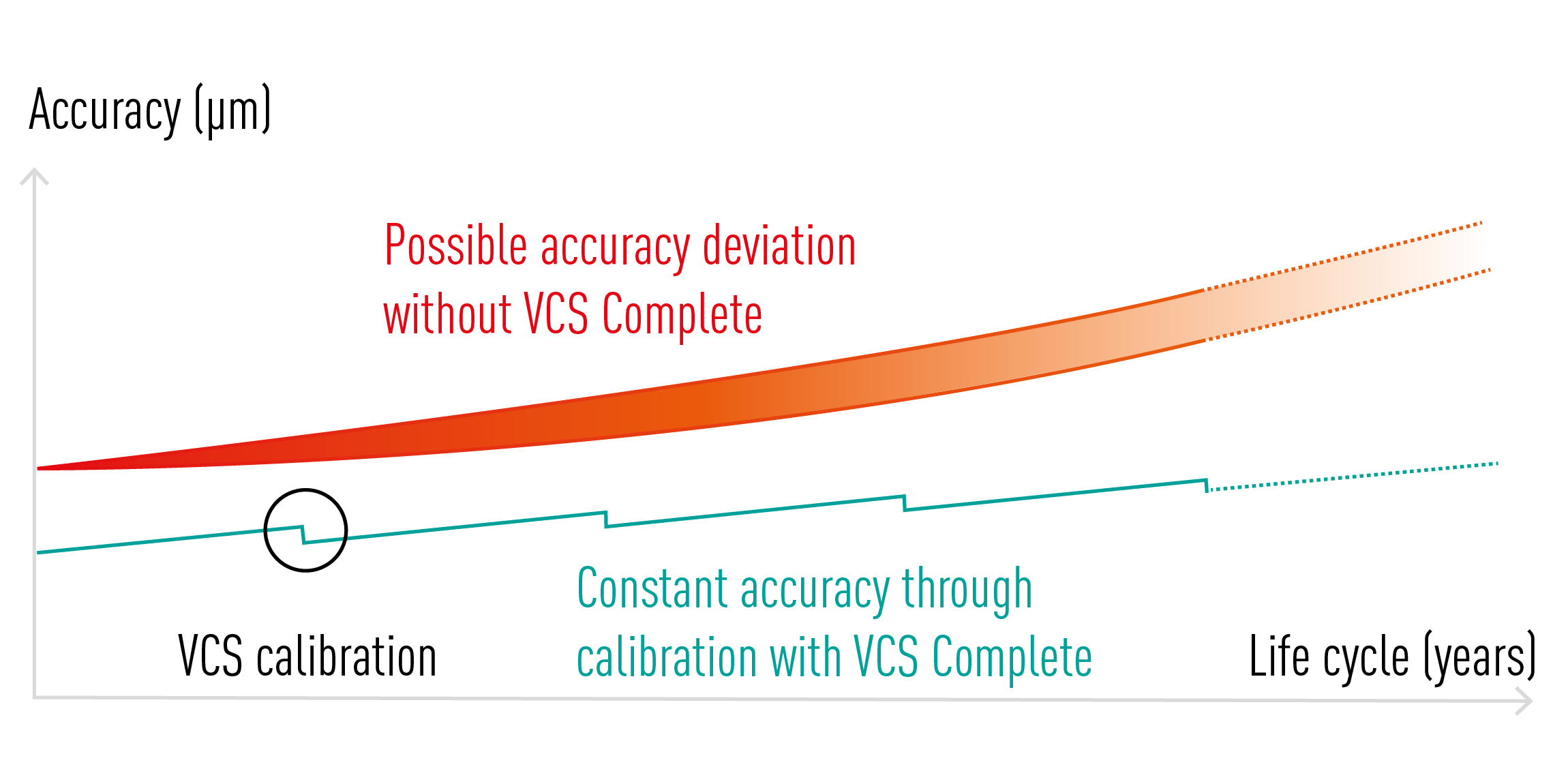
不使用 VCS-Complete 时可能出现的精度偏差。
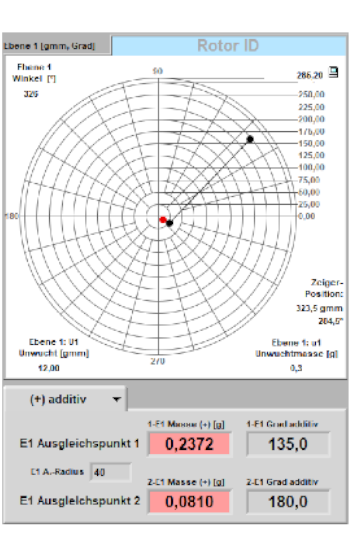
机内刀具平衡

- 在机床中平衡刀具,以满足高表面要求和保护机床
- 检查主轴的平衡质量
- 平衡质量可达 0.3 g/mm
亮点
客户获益
User Interface
- 夹紧状态下整个系统的平衡使表面更好
- 加工条件下的刀具平衡(加工位置 - 垂直/水平,带/不带内部冷却装置,速度)
- 无需外部平衡装置,经济实惠

左: 在机器外平衡后的测量结果 - 3 [g] / 右: 在机器内平衡后的测量结果 - 0.3 [g].
高效生产套件

- 安全工艺解决方案和高效使用重要加工步骤解决方案
- 应用:刀柄清洁、刀具数据监测、安全退刀运动、攻丝、深孔钻、外螺纹和螺栓铣削、内螺纹和圆弧铣削、反向锪孔循环
- 针对车削、深钻孔、型腔铣的12种加工策略
亮点
客户获益
- 根据各个应用,优化运行时间
- 程序中断后,安全退刀
- 刀具数据监测
左 : 万能循环铣削的输入掩模。/ 右 : 攻丝循环的输入掩码
维护包 i4.0

- 自动识别刀具夹紧力,实现极佳的过程稳定性
- 自动润滑循环预设,每 75 小时或 20,000 换刀后
- 检测气动系统的泄漏并测量其使用量
亮点
客户获益
- 无需操作人员介入,润滑省时高效
- 通过显示润滑循环和当前夹持力实现高透明性。
- 数据采集结合可选配的 Condition Analyzer,以对空气消耗和夹持力变化进行分析

气动系统泄漏识别和测量磨损度。

简单查询监控参数和当前拉力。
变速

- 操作简单,只需三个参数,无需附加传感器
- 调节速度,避免振动
- 主轴和副主轴应用,或带Direct Drive FD工作台的铣削加工中心应用
亮点
客户获益

输入设定点、差速和旋转频率参数。
- 无需操作人员手动干预
- 所有工件完全一致的重复精度
- 避免振动,提高特殊应用的工艺安全性。例如,使用细长钻头时或使用敏感夹具铣削工件时
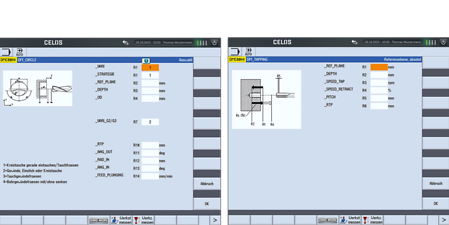
适配 - B轴切入

- 用长刀加工高大工件内部时,充分利用加工区
- B轴的位置变化在车削中由X轴和Y轴平衡
- B轴运动时,Z轴保持在退离位置不动
亮点
客户获益

B 轴的内外行程。
- 轻松编程
- 无碰撞地切入工件
- 加工后安全地退出工件
Application Tuning Cycle

- 根据工作台负载,基于工艺调整进给速率 n
- 最大限度缩短加工时间和提升工件质量
- 新:现在也可用于 CTX TC。理想的加工效果,最高的机床动态性能*
*无需考虑进给重量
亮点
客户获益
- 操作简单
- 缩短粗加工时间
- 精加工中达到高表面质量

左:ATC 2.0 - 铣削: 考虑工作台载荷。/ 右 : ATC - 车削:用于 CTX TC,便于调整机床动态。
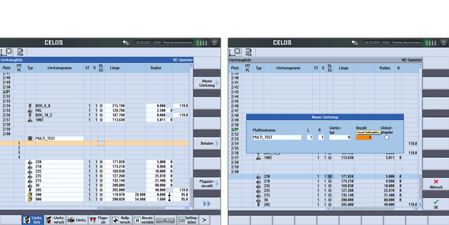
多刀

- 在车/铣复合中心上高效使用一个以上切削刃的多刀尖车刀
- 一个主刀座提供多个“姊妹刀”
亮点
客户获益
- 缩短换刀时间
- 节省刀库位置
服务和培训
技术参数
工件
最大工件长度
713 in.
18,100 mm
最大工件宽度
138 in.
3,500 mm
最大工件直径
197 in.
5,000 mm
最大工件高度
118 in.
3,000 mm
工件最大重量
264,555 lbs.
120,000 kg
加工区
X 轴的最大行程
738 in.
18,750 mm
Y 轴的最大行程
189 in.
4,800 mm
Z 轴的最大行程
59 in.
1,500 mm