

NTX 3000
卓越性能,卓越品质
最大工件直径
26 in.
670 mm
最大工件长度
123 in.
3,125 mm
最大棒料直径
4 in.
102 mm
X 轴的最大行程
27 in.
675 mm
Y 轴的最大行程
12 in.
300 mm
Z 轴的最大行程
121 in.
3,062 mm
可选配的数控系统及软件
SIEMENS
MAPPS
Fanuc
MAPPS Fanuc
亮点

更高生产力
- 全球同级别中最短的刀具轴compactMASTER(350 mm),更大加工区,更高生产力
- 宽敞的加工区,X轴行程675 mm(-125 - +550 mm)和Y轴行程300 mm(±150 mm)
- 刀塔2的Y轴行程±40 mm,更大加工范围
5轴联动加工
- B轴配DirectDrive直驱电机(DDM),提供5轴联动加工能力
- 副主轴的配置提供6面完整加工能力,一台机床完整加工工件
高精度
- 冷却油在主轴电机和滚珠丝杠内循环冷却,控制热位移和实现高精度加工
节能
- 节能设置并直观显示节能效果
应用举例
自动化系统
自动化重塑生产
提高生产力,提高质量,实现24/7生产模式。DMG MORI的解决方案可增加机床生产时间,达到更高可持续性。DMG MORI创新的自动化解决方案优化您的工艺!
AMR 1000

车间全面自动化
- 支持自由布局设计的协作自动化解决方案
- 可全向移动,空间需求最小(车削半径 0m)
- 附加任务(如刀具操作、切屑清理等)的依据
- 物料输送,托盘尺寸为 800×600 毫米至 1,100×1,100 毫米,或 1,200×800 毫米
- 最大输送重量高达 1,000 千克
- 基于西克和西门子技术的安全系统
亮点
AMR 1000 物料

- 物料托盘自主输送
- 输送不同载荷的载具
- 集成至 DMG MORI 自动系统以实现工件搬运——成品与毛坯件托盘的交换
- 集成至现有生产工艺
- 以后可扩展和扩容
AMR 1000 切屑

- 切屑容器自主输送
- 来自主计算机的自动输送指令
- 扩展的机床自主性
- 物料和切屑可合并输送
第 3 代 Robo2Go Turning

柔性工件处理,适合中小批量
- 一个应用程序即可统一控制所有 Robo2Go 型号,新工件设置时间不到 5 分钟
- Robo2Go 车削,机器人有效负载可选 25、35 或 70 公斤
- 提供最佳布局方案,包括左手位和右手位装夹方式
- Vision Comfort 功能 2.0:智能 3D 相机检测
GX / GX T

GX 3 / 5 / 7 / 15 // GX 5 / 10 T - 用于一台或多台床的模块化龙门装载站系统
- 为一台机床或连接几台机床进行高生产率和灵活的工件搬运
- GX 10 T:可处理最大尺寸为Ø 200 x 150 mm、重量为10 kg的工件
- 可与各种自动周边设备(清洗、测量、打标等)组合,并可提供灵活设计的夹持器
- 由于集成到机床内控制,易于编程和设置
- 可通过DMG MORI Messenger监控负载状态
亮点

配GX 10 T的NLX 2500 | 700
GX 3 / GX 5 / GX 7 / GX 15 / GX 5 T / GX 10 T / GX 15 T亮点
- 可操作的工件达ø 200 mm,长度达150 mm,重量达10 kg
- 结构紧凑,占地少,自带装件机
- 灵活的设计,允许组合各类自动化的辅助设备(清洗、测量、打标等)和抓手
- 集成在机床数控系统内,轻松编写程序和进行设置
- DMG MORI Messenger提供装件状态的监测信息
- 轻松扩展至两台或更多台机床
- 选配运送重量达100 kg
MATRIS WPH

可同时处理工件和托盘搬运的柔性自动化系统
- 载荷:最大210公斤(MATRIS WPH 210)
- 可处理工件(长 x 宽 x 高)的最大尺寸为340 x 250 x 250毫米(MATRIS WPH 210)
- 可处理重达150公斤的托盘(MATRIS WPH 210)
- 可使用机械手更换装置
(工件、机械手、托盘、货架)进行通用处理 - 抽屉式储物柜,可实现最大容量
- 可移动的架子,可放置不同尺寸的装置
- 导引式HMI控制器
- 快速安装和维护
亮点
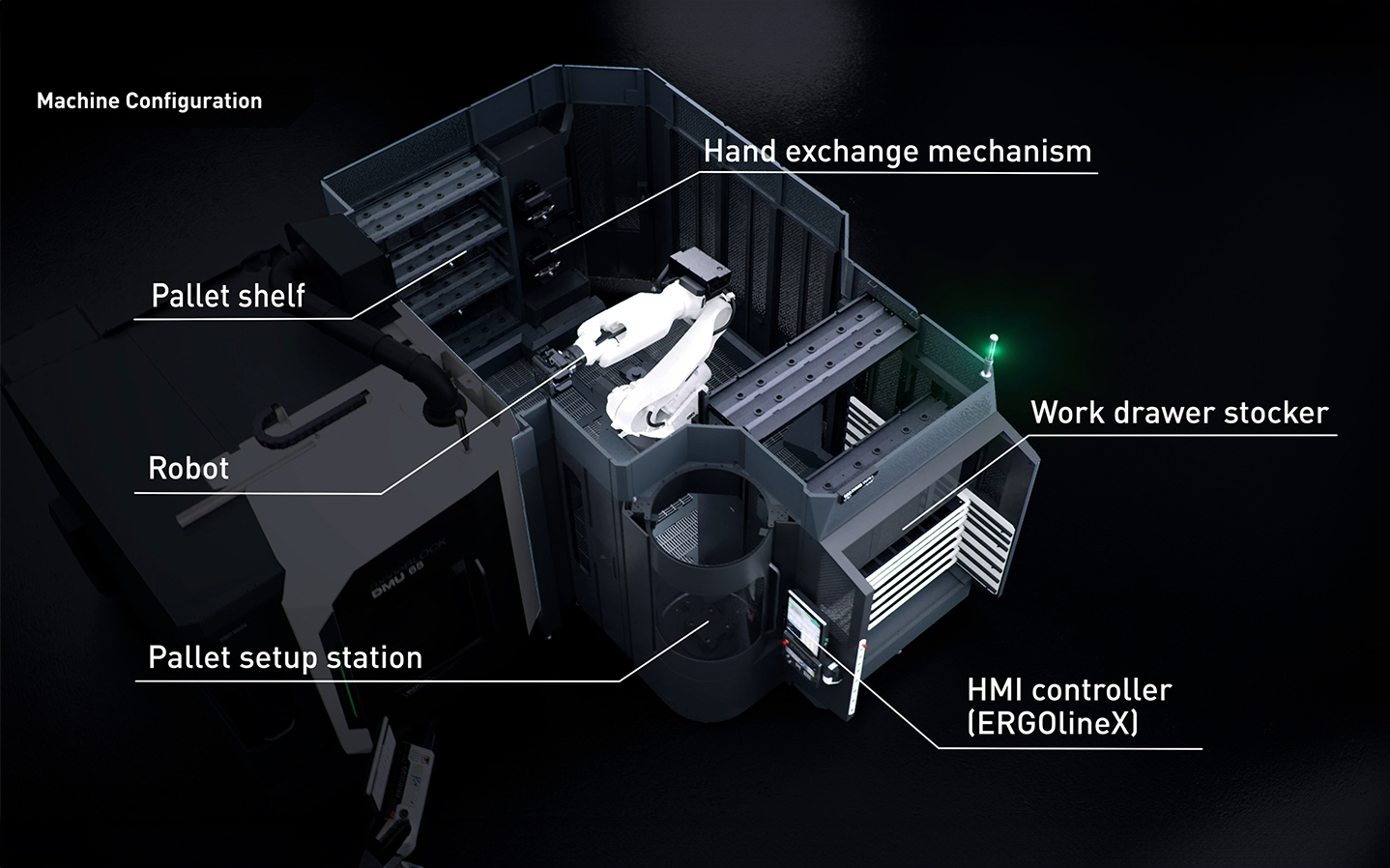
生产力和灵活性较高,适用于各种配方、体积的生产
- 机器人配备伺服机械手,可处理各种工件:
可使用机械手更换装置(工件、机械手、托盘、货架)进行通用处理 - 抽屉式储物柜:大容量
- 托盘货架:可移动货架
- 托盘设置站,操作空间宽阔:
可选装真空装置 - HMI控制器
- 无代码机器人操作
- 快速恢复
- 信息和援助
- 最大限度地减少设置时间
数控系统和软件
体验数字化转型(DX)的高速度
降低能耗,变革操作方式、发现新商机、提高工作效率和可持续性,并增强竞争优势。
MAPPS X

- 专为竖屏布局优化的 DMG MORI 专属用户界面
- 可完全自定义的灵活显示:最多支持 10 窗口显示与窗口组合布局
- 3D 碰撞控制和加工仿真
- 综合加工循环
- 刀具管理系统
基于 FANUC 的 MAPPS V

- DMG MORI 专属用户界面
- 扩展型加工循环
- 6 窗口显示与窗口组合布局,实现灵活显示
- 3D 碰撞控制和加工仿真
- 扩展型加工循环
- 刀具管理系统
基于 MITSUBISHI 的 MAPPS V

- DMG MORI 专属用户界面
- 扩展型加工循环
- 6 窗口显示与窗口组合布局,实现灵活显示
- 3D 碰撞控制和加工仿真
- 扩展型加工循环
- 刀具管理系统
Easy Tool Monitor 2.0
- 避免刀具破损或刀具过载导致的故障
- 无传感器地自动确定负载极限
- 适用于车削、铣削和钻削加工(直径达3 mm)
- 新:CELOS边栏的用户界面
- 新:高效算法,首件后有效监测
亮点
客户获益
- 防护套件:MPC车削中心的完美补充。价格优惠(约40%)
- 在程序中保存每把刀具和每个切削刃的监测范围

左:CELOS 侧屏的实时状态显示;当前、设定的工艺值。/ 右:在刀具工作台中轻松操作监控参数。
刀塔中心架

- 用液压动力的中心架支撑长件和细件
- 使用多通道机床的扩展功能
- 用该循环可接近中心架或从中心架退离
亮点
客户获益

通过用户界面直接设定 X 和 Z 轴的支撑位置。自动计算进轨和退轨。
- 刀台上液压驱动的中心架
- 位置锁定的刀塔,提高工艺安全性
- 固定式中心架,使重新启动后的位置和形状公差符合程序要求
刀具平衡助手

- 在人机界面中基于残余不平衡计算允许的刀具速度限制
- 连续监控和自动登记加工过程中所有违反限值的情况
- 以表格形式导出所有已登记事件的功能
亮点
客户获益
- 操作简单,刀具平衡的透明度和灵敏度高
- 通过持续使用平衡刀具,提高了尺寸精度、表面质量并减少了刀具磨损

左: 从刀具表中选择需要观察的刀具 / 右:计算允许的加工速度: 根据平衡质量计算允许速度
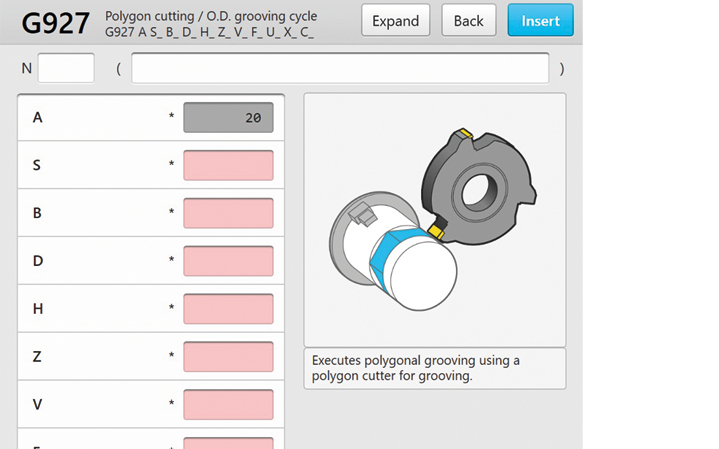
多边形车削

- 也可在不带 Y 轴的机床上加工
- 无需铣削单个表面即可实现高生产率
- 利用技术循环进行对话指导编程
亮点
客户获益
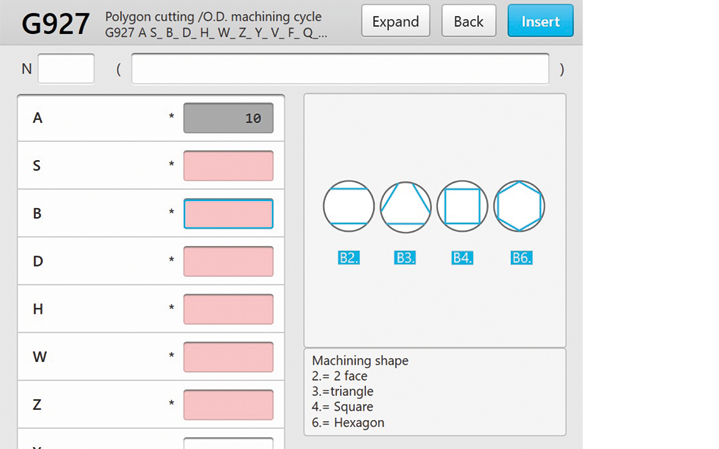
不同规则多边形集成
- 生产率,尤其是小型部件的生产率
- 可在同一工序中进行倒角
- 简单快速的编程将误差降至最低
外径参数设置
3D quickSET

车削
- 测量和修正回转摆动轴(C4,C3,B)位置
- 悬垂补偿
- 可与客户的标准测头(推荐Renishaw,Blum)一起使用
铣削
- 检查和修正运动特性精度的工具包 4 轴和 5 轴机床的精度
- 所有类型的铣头和工作台轴
亮点
车削客户获益
- 高精度加工前,可靠地重新校准机床
- 持续记录机床精度
- 避免未知的几何偏差导致废品

对话引导测量 B 轴和 C 轴。
铣削客户获益

- 机床的定期校准和全面记录
- 自动调节的高运动特性精度

Define kinematics head
刀塔顶尖

- 顶尖安装在刀塔上
- 顶尖参数直接保存在刀具表中
- 死顶尖和弹簧预紧顶尖
亮点
客户获益

可通过操作员屏幕对 X 轴和 Z 轴的起始位置和支撑位置进行编程。在预定窗口中监控支撑位置。
- 轻松进行顶尖定位
- 位置锁定的刀塔,提高工艺安全性
- 可调、可编程和可监测的顶尖压力
偏心车削和铣削

- 车削运动与附加的X轴和Y轴叠加
- 适用于车削与铣削加工
亮点
客户获益
- 轻松加工偏心几何
- 进给轴在后台准确联动和同步

左: 输入工件外部区域位置的参数。/ 右:工件内部位置的图形表示。
自由车削

- 轻松加入到 NC 程序,进行现场编程。
- 通过集成刀具库轻松指定用于 NC 程序的刀具
- 可以定义各切削刃的调整角度(kappa)和各项操作,从而达到最佳加工效果
* 必须用 CAM 对 Kappa 角的同步移动进行编程
亮点
客户获益
- 无需购买不同刀具,并且节省更换刀具的时间
- 针对粗加工和精加工、轮廓车削、外圆和平面车削,切削力方向更优化,过程更稳定

左:通过加入的刀具库轻松选择自由车削刀具 / 右:轻松指定用于机床现场编程的刀具
多边形/椭圆形铣削

- 铣削椭圆形和多边形几何体
- 可加工偏心面多边形
- 简单选择合适的加工策略
亮点
客户获益
- 根据 DIN 32711 和 DIN 32712 标准对轴毂连接进行简单的参数定义
- 可加工小型工件或长崩角材料。是多边形/椭圆形车削的完美补充。

左: 选择加工策略;右: 在车铣复合机床和车铣复合机床上对几何形状进行参数定义: 车铣复合机床和车铣复合机床的几何参数定义
滚齿加工

- 对话式输入齿轮参数以生成数控程序
- 直齿、斜齿、曲齿以及蜗轮
- 可使用齿轮铣刀和盘铣刀
- 通过变换铣刀刃提高刀具使用寿命
- 可实现的质量优于DIN 7
亮点
客户获益
- 易于修改齿轮齿廓
- 修磨刀具的使用
- 用监测功能避免误差(例如不正确的轴夹角或不正确的车削速度或车削方向)
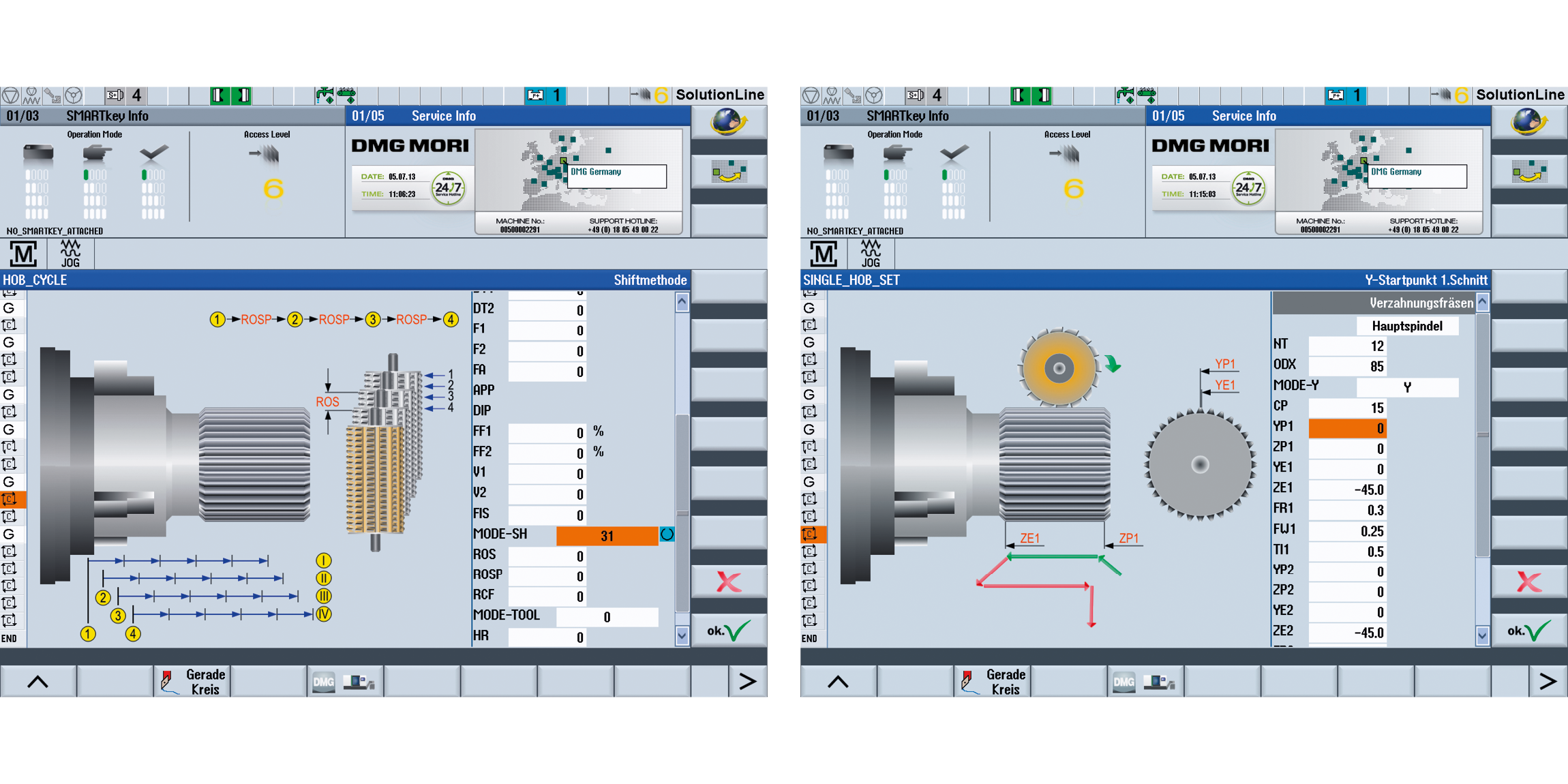
左:通过对话输入所有必要的齿轮数据。/ 右:通过单齿或单槽铣削输入齿轮参数。
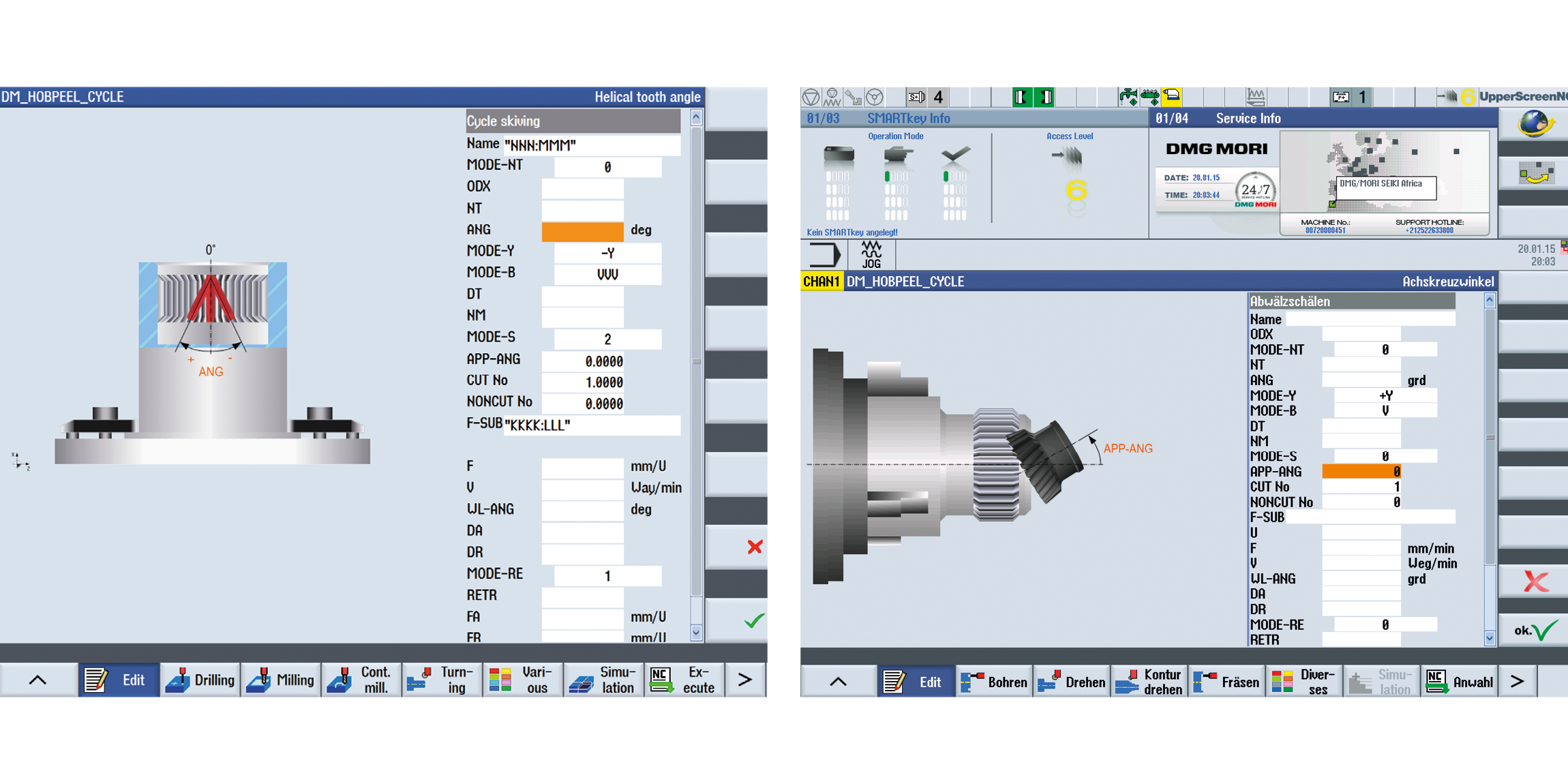
插齿

- 通过对话引导的编程进行内外插齿
- 轻松指定单齿到四齿刨齿刀具,一目了然。
- 设定 X 方向上的刀柄偏移补偿参数
亮点
客户获益
- 过程设置迅速,编程可靠
- 加工方案设置和修改的灵活性高
- 内齿和外齿最高至模数 4*
* CTX beta TC 最高至模数 2;CTX gamma TC 最高至模数 4;取决于工件和刀具尺寸

左:对刀具进行参数定义 / 右:设定 X 方向上的刀柄偏移补偿参数
和副主轴

- 用主轴和副主轴通过5轴插补加工自由曲面
- 用插补B轴车削与铣削
- 用客户的CAD / CAM系统生成5轴运动的程序
- 智能预读功能,允许连续加工
亮点
客户获益
- 结合温度补偿,确保高表面质量和平滑过渡
- 校准的机床降低公差达一半

左 : 循环启动。/ 右 : 在线控制帮助。
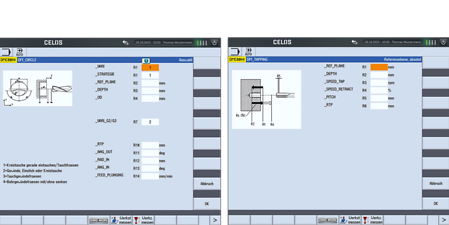
gearSKIVING 2.0

- 外直齿和外斜齿或内直齿和花键
- 在车/铣复合加工中心上加工偏移轮齿的人字齿
- 数学变换第6虚拟轴,加工球形齿
亮点
客户获益
- 无需角度铣头加工内齿
- 缩短加工时间,比插齿速度快10倍
- 由循环控制同步和刀具路径
左 : 内齿轮齿廓加工 / 右 : 外齿轮轮廓加工。
Multi Threading 2.0

- 新:定点螺纹加工 - 定向的螺纹加工
- 自定义齿廓、螺距和齿形
- 加工大型传动螺纹,其难以用套丝方式加工
亮点
客户获益
- 在机床上轻松编写梯形、锯齿和圆顶螺纹加工程序
- 任何齿廓几何的螺旋推进器
- 轻松加工带十字孔的滚珠丝杠螺母

左 : 输入螺纹长度、螺纹位置和缩回运动距离的参数。/ 右 : 螺纹整形参数,如轮廓高度、螺距直径等。
Multi threading 2.0 Pro

亮点
- 凭借高解析度的轮廓分割,生产带底切的轮廓。
- 使用标准刀具和刀柄进行左侧和右侧齿面加工
- 铬镍合金表面质量可达 Ra 0.3
多边形 / 椭圆形磨削

- 磨削高精度的椭圆形和多边形,磨削公差等级 IT5*
- 轻松完成基于 DIN 32711 的几何形状参数定义
- 对多边形/椭圆形车削的完美补充
* 作为磨削技术扩展包
亮点
客户获益
- 更多的加工可能性,助力部件创新 — 例如:轴毂连接
- 凭借六面全加工完成以位置为导向的多边形和椭圆形车削

左:4 边多边形的对话框引导参数设置 / 右:椭圆形的对话框引导参数设置 椭圆形的对话引导参数设置
插补车削 2.0 – 车削凹槽循环
- 插补车削时,刀具沿圆弧运动,同时刀具始终朝向圆心位置
- 适用于外圆和内圆加工
- 由循环控制同步和刀具路径
- 新:在 2.0 版中可实现复杂的车削轮廓(目前仅适用于 DMU 50,其他机床类型将陆续推出)
亮点
客户获益
- 轻松加工密封面,其位置难以在铣削加工中接近
- 一次装夹完成工件的全部加工
- 降低刀具成本

DMG MORI gearMILL

- 高生产力的完整加工
- 用标准机床和标准刀具经济地加工齿轮
- 灵活通用,适用于多种齿轮几何
- 机内质量检测
亮点
客户获益
- 根据毛坯图和齿轮数据编程
- 优化工件方向,例如热处理后
- 三坐标测量设备(Klingenberg,Leitz,Zeiss)接口
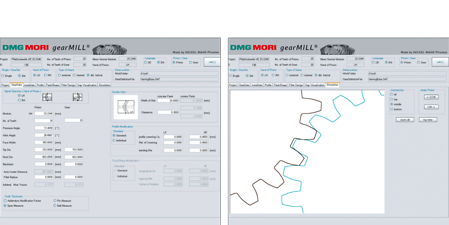
链接:正齿轮几何计算的齿轮参数输入。/ Rechts : Grafische Betrachtung des Abwälzverfahrens.
cCLAMP - 夹紧力计算器

- 符合 VDI 3306 标准的综合夹紧力计算器
- 根据使用的加工参数直观计算最小夹紧力和夹紧力
- 用于车削、铣削和钻孔的带有 3 至 8 个夹爪的内部和外部夹紧综合软件包
亮点
客户获益
- 避免因不知情的过大夹紧力导致部件变形
- 提高夹紧安全性
- 与 iJAW (DMQP RÖHM) 结合使用,装夹速度更快,夹持更安全

左: 薄壁部件的最大夹紧力计算 / 右:径向钻孔的最小夹紧力计算: 径向钻孔的最小夹紧力计算
退刀循环

- 按下相应按键,X轴和Y轴运动到外圆加工的正方向终点位置
- 适用于为设置准备加工区或用作急救功能
亮点
客户获益

功能 - 通过按下操作面板上的相关键选择周期
- 简化多通道机床的设置操作
- 外圆加工过程中可快速响应,起到急救作用
MPC 2.0 – Machine Protection Control

- 加工过程中的振动监测
- 碰撞时快速关机
- 即使在摆动位置,也可以手动退刀
- 新:扭矩监测
- 新:推荐用于CTX TC系列车削中心的保护套件
亮点
客户获益
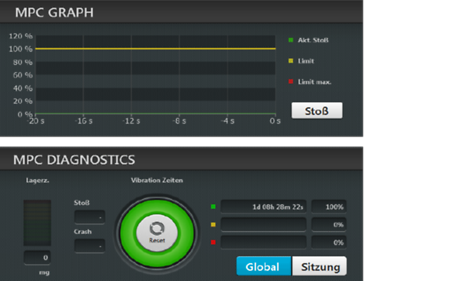
MPC 图形:当前和示教过程值。 / MPC 诊断:轴承状况、撞击次数。
- 避免刀具破损
- 更高机床可用性
- 减少故障
刀具展示台

- 使用集成式受保护摄像系统进行非接触式测量
- 自动测量刀具
- 支持刀具尺寸的精细修正
- 测量刀具的三维可视化
- 刀具磨损检测
亮点
客户获益
- 通过完全集成的测量系统节省时间
- 可通过偏移数据自动修正刀具
- 高分辨率相机图像,无需拆卸刀具即可检测刀具损坏和磨损情况
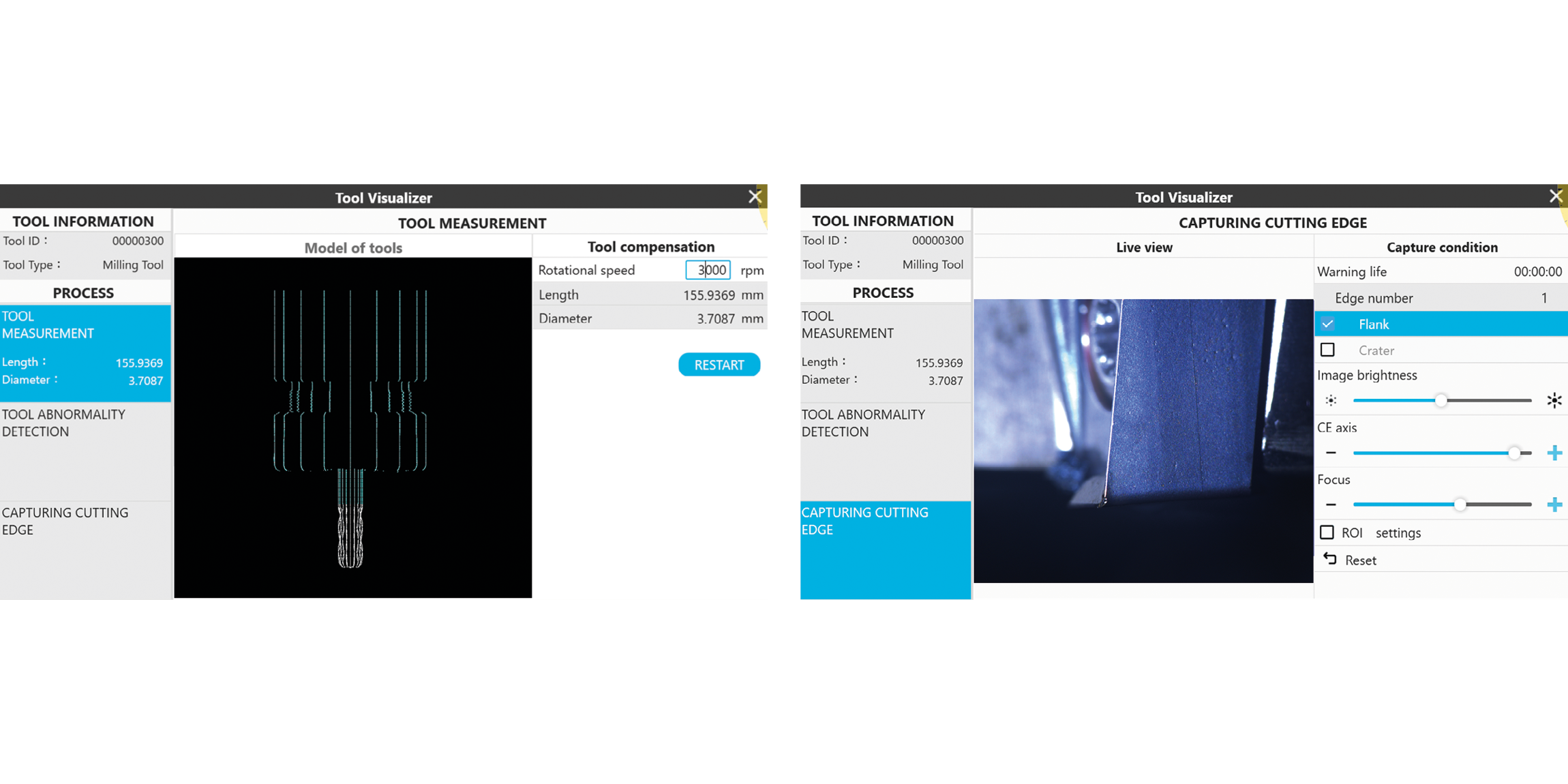
左:被测刀具的 3D 可视化/右:刀具磨损的可视化检测
多边形 / 椭圆车削

- 轻松加工非圆形工件
- 车削多边形/椭圆的直观用户界面
亮点
客户获益
- 简单的精车加工要求的几何
- 根据几何参数做精车成为可能
- 结合主轴和副主轴进行加工

左:可在表面直接输入 X 轴和 Z 轴的预定位和支撑位置。/ 右:通过定义的位置窗口监控支撑位置。
运行时间监测

- 特别适用于多通道机床分析生产工时的应用以及作为优化周期时间的基础
- 局部缩放详细地查看周期时间优化的任何细节
亮点
客户获益
- 多达三个通道的直方图
- 提供图形化显示周期时间优化的基础
- 保存/加载记录的数据,以比较各个优化步骤

左 : 直方图直接在控制器上显示最多三个通道的程序运行时间。/ 右:记录主处理和辅助处理的时间: 记录主加工和辅助加工时间、程序暂停和换刀等待时间。
高效生产套件

- 安全工艺解决方案和高效使用重要加工步骤解决方案
- 应用:刀柄清洁、刀具数据监测、安全退刀运动、攻丝、深孔钻、外螺纹和螺栓铣削、内螺纹和圆弧铣削、反向锪孔循环
- 针对车削、深钻孔、型腔铣的12种加工策略
亮点
客户获益
- 根据各个应用,优化运行时间
- 程序中断后,安全退刀
- 刀具数据监测
左 : 万能循环铣削的输入掩模。/ 右 : 攻丝循环的输入掩码
变速

- 操作简单,只需三个参数,无需附加传感器
- 调节速度,避免振动
- 主轴和副主轴应用,或带Direct Drive FD工作台的铣削加工中心应用
亮点
客户获益

输入设定点、差速和旋转频率参数。
- 无需操作人员手动干预
- 所有工件完全一致的重复精度
- 避免振动,提高特殊应用的工艺安全性。例如,使用细长钻头时或使用敏感夹具铣削工件时
断屑

- 进给轴的摆动运动导致气切削,从而有效减少切屑尺寸
- 用于内外径外纵向车削、端面车削、钻孔和切槽*。
- 集成安全功能检查参数输入的合理性
* 对于倾斜表面,由于进给一次只能在一个轴上摆动,因此会产生阶梯模式。
亮点
客户获益

在实际加工之前,可通过图形检查加工状态
- 切屑长度实际上可由周期决定,与材料无关
- 由于避免了切屑球的产生,因此不再需要中断工序
- 人机界面易于设置,操作安全性高

左: 可通过最简单的参数输入设置摆动 / 右:可通过最简单的参数输入设置摆动: 只需在人机界面上通过开/关激活即可
程序状态控制

- 结合Gildemeister结构化的编程技术,在加工程序中断后安全和快速地重新启动加工
- 简化程序操作,特别是带多主轴或刀库时
- 显示工件的加工状态
亮点
客户获益
- 数控系统显示详细的状态信息
- 通过GILDEMEISTER结构化的编程技术自动输入注释
- 只需按下按钮安全地重新进入程序,无需查找特定程序段
GILDEMEISTER 结构方案
- 结构化方法,包含 20 多个标准程序和 200 多个加工变体,包括自动化棒料输送,机器人/行架装卸零件
- 通过附加标记(EPS)显示子程序的程序状态。
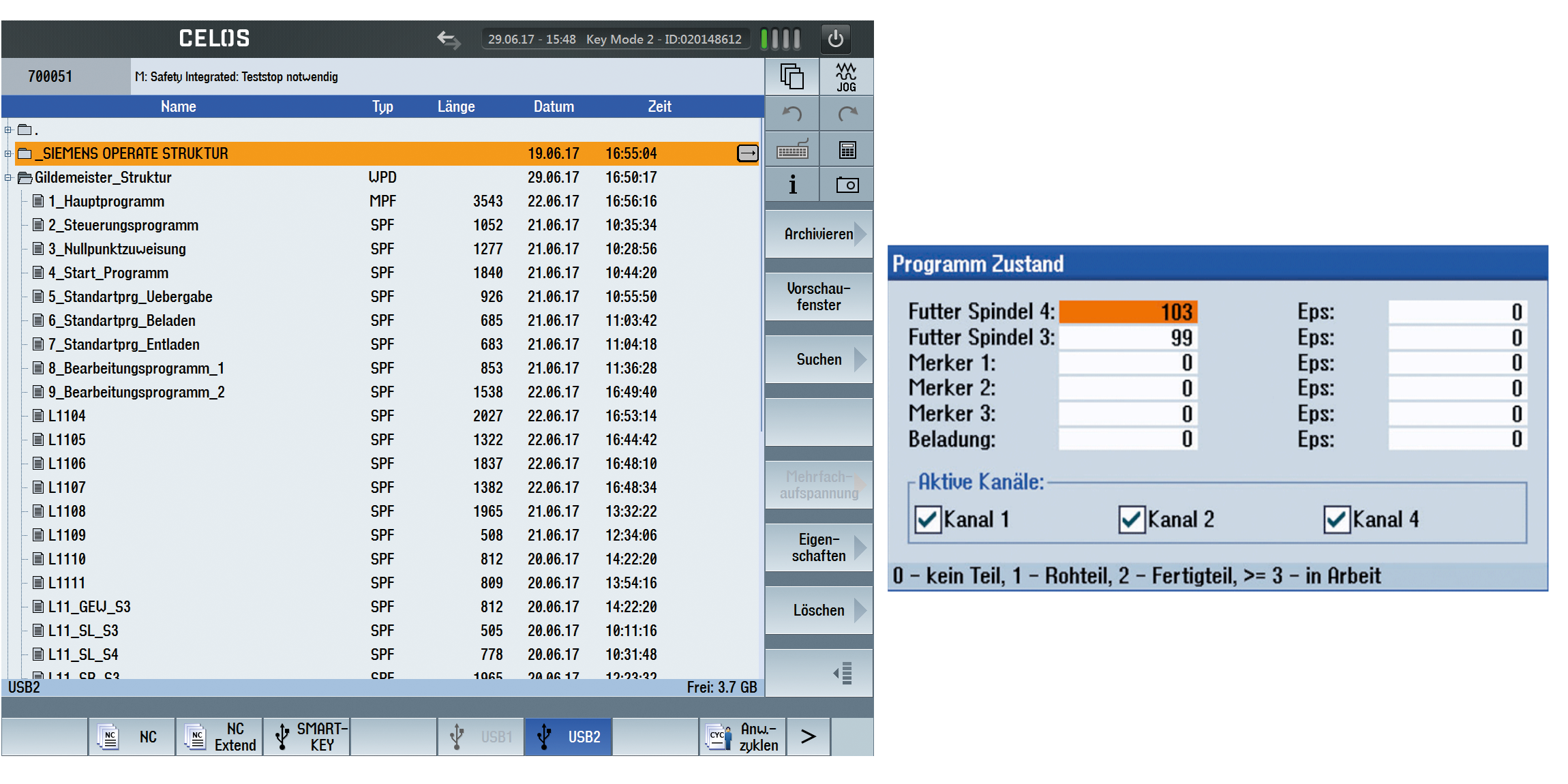
左:带标记状态的人机界面。/ 右:清除程序结构。
Application Tuning Cycle

- 根据工作台负载,基于工艺调整进给速率 n
- 最大限度缩短加工时间和提升工件质量
- 新:现在也可用于 CTX TC。理想的加工效果,最高的机床动态性能*
*无需考虑进给重量
亮点
客户获益
- 操作简单
- 缩短粗加工时间
- 精加工中达到高表面质量

左:ATC 2.0 - 铣削: 考虑工作台载荷。/ 右 : ATC - 车削:用于 CTX TC,便于调整机床动态。
副主轴顶尖

- 合理结合6面完整加工与尾座功能
- 通过铣削主轴,自动将尾座顶尖装入主轴或副主轴卡盘中并从中卸下和装入刀库中
- 同步的副主轴顶尖与主轴支撑细长工件
亮点
客户获益
- 自动换件,确保更高工件精度,无需打开操作门(热流量不变)
- 主轴与顶尖锁定位置,提高工艺安全性

左:自动改变中心点。// 右:参数输入掩码: 控制清洁、更换刀尖和控制冷却液
多刀

- 在车/铣复合中心上高效使用一个以上切削刃的多刀尖车刀
- 一个主刀座提供多个“姊妹刀”
亮点
客户获益
- 缩短换刀时间
- 节省刀库位置
服务和培训
全面的贴心服务和生产培训
DMG MORI提供全面的服务和实践培训,以充分发挥机床的工作性能,压缩停机时间。DMG MORI还为您提供全面的维护方案、原厂备件和量身定制的培训课程,有效提升您的生产和员工能力。
技术参数
加工区
X 轴的最大行程
27 in.
675 mm
Y 轴的最大行程
12 in.
300 mm
Z 轴的最大行程
61 in.
1,562 mm
Z 轴的最大行程 (Type 1500)
61 in.
1,562 mm
Z 轴的最大行程 (Type 3000)
121 in.
3,062 mm
工件
最大工件直径
26 in.
670 mm
最大工件长度
60 in.
1,519 mm
最大工件长度 (Type 1500)
60 in.
1,519 mm
最大工件长度 (Type 3000)
123 in.
3,125 mm
最大棒料直径
4 in.
102 mm