
NLX 4000
设计精良和高动态性能的工件加工
最大工件直径
24 in.
600 mm
最大工件长度
62 in.
1,584 mm
最大棒料直径
5 in.
117 mm
X 轴的最大行程
14 in.
365 mm
Y 轴的最大行程
5 in.
120 mm
Z 轴的最大行程
66 in.
1,685 mm
可选配的数控系统及软件
MAPPS Mitsubishi
亮点

高刚性
- 硬轨面比例(相比传统机床): 50% UP(X轴)/ 90% UP(Z轴)
- 采用大直径滚珠丝杠
- 同级别中大直径主轴通孔: 145 mm (5.7 in.) / 185 mm (7.3 in.)
更强铣削性能
- 大扭矩铣削 – 最大扭矩100 N・m(73.8 ft・lbf): 100 / 68 N・m (73.8 / 50.2 ft·lbf) <4 min / cont>
- BMT(内置电机刀塔)技术
高精度
- 全面的热位移控制: 铸件内冷却液循环冷却(750型)
- 定位精度(C轴): 6.8秒

节能
- 节能的设置和直观地显示
- energy-saving effect
应用举例
数控系统和软件
体验数字化转型(DX)的高速度
降低能耗,变革操作方式、发现新商机、提高工作效率和可持续性,并增强竞争优势。
MAPPS X

- 专为竖屏布局优化的 DMG MORI 专属用户界面
- 可完全自定义的灵活显示:最多支持 10 窗口显示与窗口组合布局
- 3D 碰撞控制和加工仿真
- 综合加工循环
- 刀具管理系统
基于 FANUC 的 MAPPS V

- DMG MORI 专属用户界面
- 扩展型加工循环
- 6 窗口显示与窗口组合布局,实现灵活显示
- 3D 碰撞控制和加工仿真
- 扩展型加工循环
- 刀具管理系统
基于 MITSUBISHI 的 MAPPS V

- DMG MORI 专属用户界面
- 扩展型加工循环
- 6 窗口显示与窗口组合布局,实现灵活显示
- 3D 碰撞控制和加工仿真
- 扩展型加工循环
- 刀具管理系统
Easy Tool Monitor 2.0
- 避免刀具破损或刀具过载导致的故障
- 无传感器地自动确定负载极限
- 适用于车削、铣削和钻削加工(直径达3 mm)
- 新:CELOS边栏的用户界面
- 新:高效算法,首件后有效监测
亮点
客户获益
- 防护套件:MPC车削中心的完美补充。价格优惠(约40%)
- 在程序中保存每把刀具和每个切削刃的监测范围

左:CELOS 侧屏的实时状态显示;当前、设定的工艺值。/ 右:在刀具工作台中轻松操作监控参数。
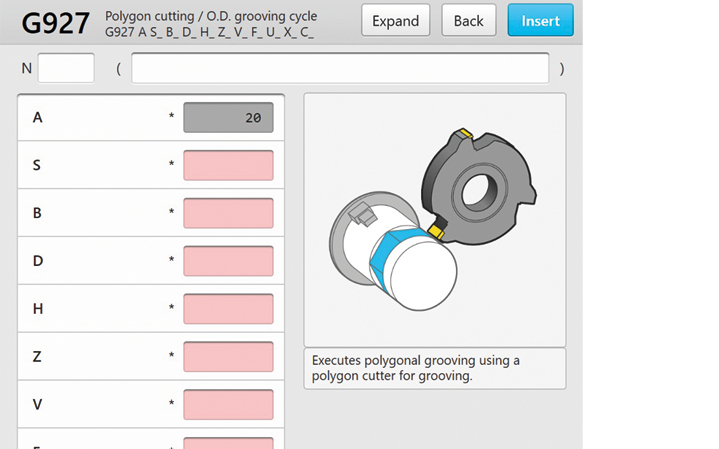
多边形车削

- 也可在不带 Y 轴的机床上加工
- 无需铣削单个表面即可实现高生产率
- 利用技术循环进行对话指导编程
亮点
客户获益
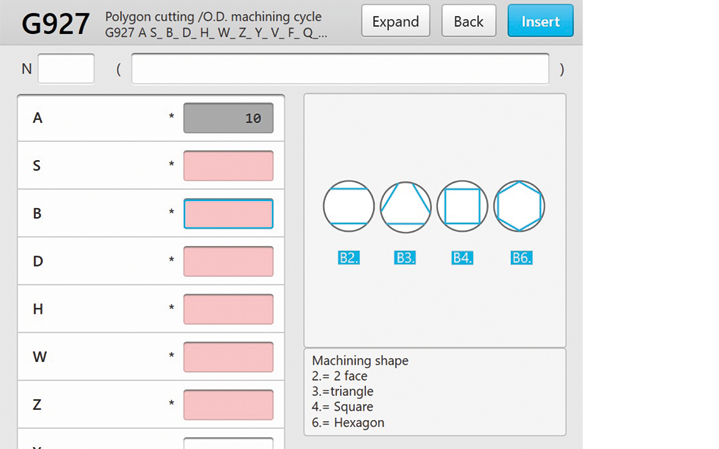
不同规则多边形集成
- 生产率,尤其是小型部件的生产率
- 可在同一工序中进行倒角
- 简单快速的编程将误差降至最低
外径参数设置
偏心车削和铣削

- 车削运动与附加的X轴和Y轴叠加
- 适用于车削与铣削加工
亮点
客户获益
- 轻松加工偏心几何
- 进给轴在后台准确联动和同步

左: 输入工件外部区域位置的参数。/ 右:工件内部位置的图形表示。
滚齿加工

- 对话式输入齿轮参数以生成数控程序
- 直齿、斜齿、曲齿以及蜗轮
- 可使用齿轮铣刀和盘铣刀
- 通过变换铣刀刃提高刀具使用寿命
- 可实现的质量优于DIN 7
亮点
客户获益
- 易于修改齿轮齿廓
- 修磨刀具的使用
- 用监测功能避免误差(例如不正确的轴夹角或不正确的车削速度或车削方向)
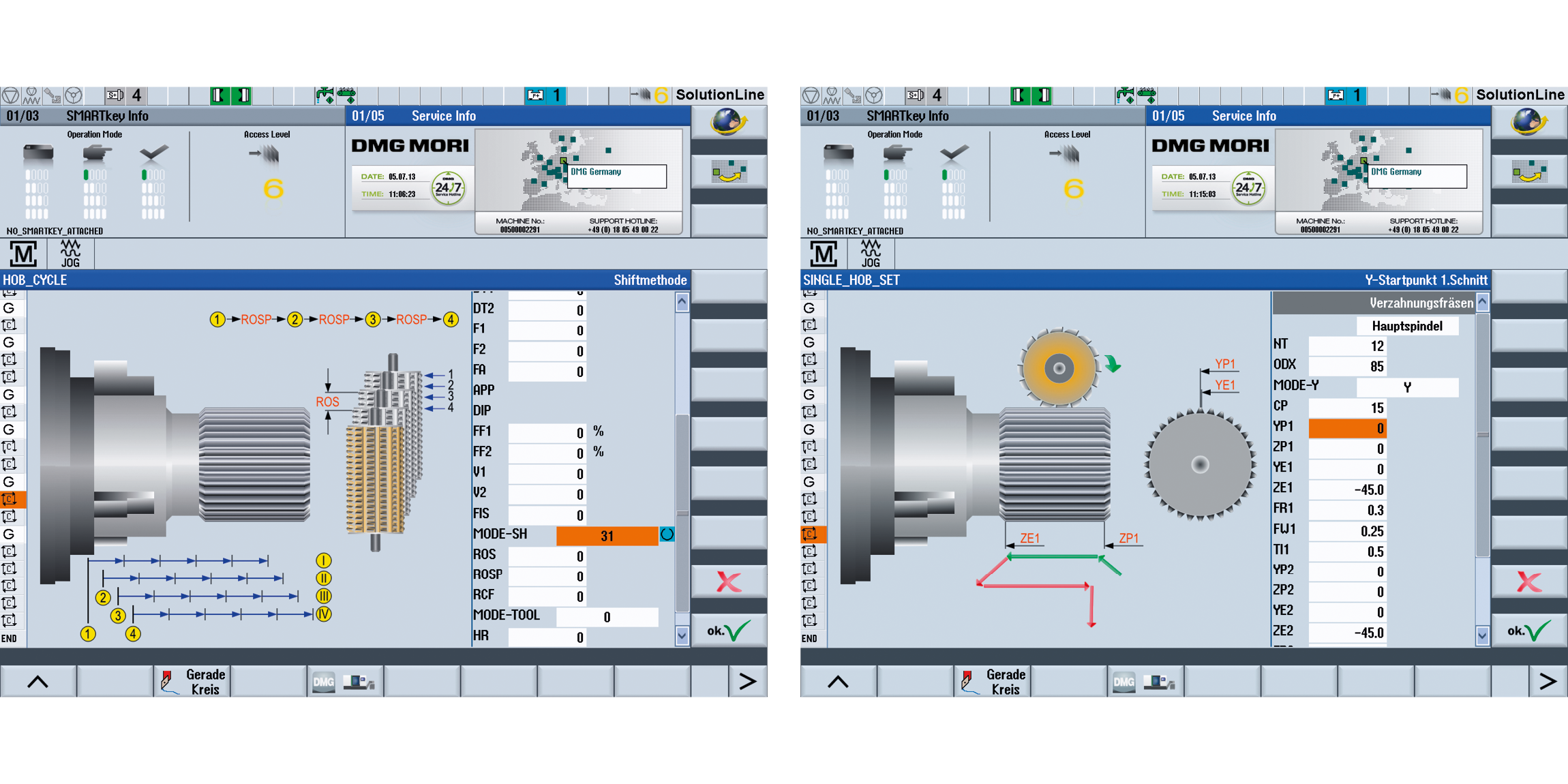
左:通过对话输入所有必要的齿轮数据。/ 右:通过单齿或单槽铣削输入齿轮参数。
gearSKIVING 2.0

- 外直齿和外斜齿或内直齿和花键
- 在车/铣复合加工中心上加工偏移轮齿的人字齿
- 数学变换第6虚拟轴,加工球形齿
亮点
客户获益
- 无需角度铣头加工内齿
- 缩短加工时间,比插齿速度快10倍
- 由循环控制同步和刀具路径
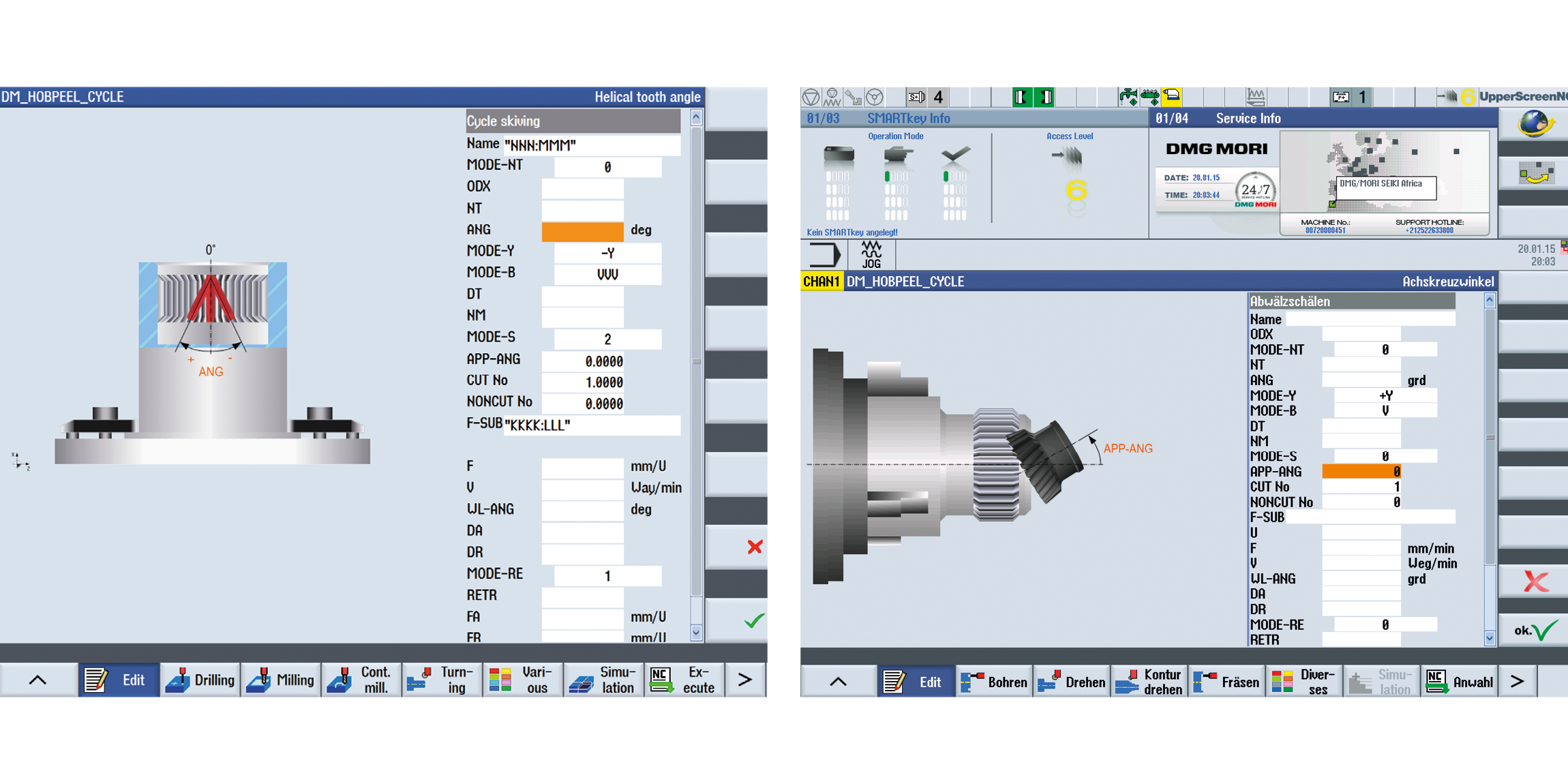
左 : 内齿轮齿廓加工 / 右 : 外齿轮轮廓加工。
Multi Threading 2.0

- 新:定点螺纹加工 - 定向的螺纹加工
- 自定义齿廓、螺距和齿形
- 加工大型传动螺纹,其难以用套丝方式加工
亮点
客户获益
- 在机床上轻松编写梯形、锯齿和圆顶螺纹加工程序
- 任何齿廓几何的螺旋推进器
- 轻松加工带十字孔的滚珠丝杠螺母

左 : 输入螺纹长度、螺纹位置和缩回运动距离的参数。/ 右 : 螺纹整形参数,如轮廓高度、螺距直径等。
Multi threading 2.0 Pro

亮点
- 凭借高解析度的轮廓分割,生产带底切的轮廓。
- 使用标准刀具和刀柄进行左侧和右侧齿面加工
- 铬镍合金表面质量可达 Ra 0.3
DMG MORI gearMILL

- 高生产力的完整加工
- 用标准机床和标准刀具经济地加工齿轮
- 灵活通用,适用于多种齿轮几何
- 机内质量检测
亮点
客户获益
- 根据毛坯图和齿轮数据编程
- 优化工件方向,例如热处理后
- 三坐标测量设备(Klingenberg,Leitz,Zeiss)接口
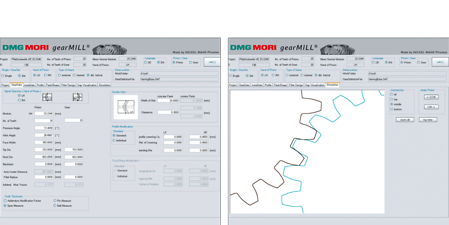
链接:正齿轮几何计算的齿轮参数输入。/ Rechts : Grafische Betrachtung des Abwälzverfahrens.
退刀循环

- 按下相应按键,X轴和Y轴运动到外圆加工的正方向终点位置
- 适用于为设置准备加工区或用作急救功能
亮点
客户获益

功能 - 通过按下操作面板上的相关键选择周期
- 简化多通道机床的设置操作
- 外圆加工过程中可快速响应,起到急救作用
多边形 / 椭圆车削

- 轻松加工非圆形工件
- 车削多边形/椭圆的直观用户界面
亮点
客户获益
- 简单的精车加工要求的几何
- 根据几何参数做精车成为可能
- 结合主轴和副主轴进行加工

左:可在表面直接输入 X 轴和 Z 轴的预定位和支撑位置。/ 右:通过定义的位置窗口监控支撑位置。
高效生产套件

- 安全工艺解决方案和高效使用重要加工步骤解决方案
- 应用:刀柄清洁、刀具数据监测、安全退刀运动、攻丝、深孔钻、外螺纹和螺栓铣削、内螺纹和圆弧铣削、反向锪孔循环
- 针对车削、深钻孔、型腔铣的12种加工策略
亮点
客户获益
- 根据各个应用,优化运行时间
- 程序中断后,安全退刀
- 刀具数据监测
左 : 万能循环铣削的输入掩模。/ 右 : 攻丝循环的输入掩码
变速

- 操作简单,只需三个参数,无需附加传感器
- 调节速度,避免振动
- 主轴和副主轴应用,或带Direct Drive FD工作台的铣削加工中心应用
亮点
客户获益

输入设定点、差速和旋转频率参数。
- 无需操作人员手动干预
- 所有工件完全一致的重复精度
- 避免振动,提高特殊应用的工艺安全性。例如,使用细长钻头时或使用敏感夹具铣削工件时
断屑

- 进给轴的摆动运动导致气切削,从而有效减少切屑尺寸
- 用于内外径外纵向车削、端面车削、钻孔和切槽*。
- 集成安全功能检查参数输入的合理性
* 对于倾斜表面,由于进给一次只能在一个轴上摆动,因此会产生阶梯模式。
亮点
客户获益

在实际加工之前,可通过图形检查加工状态
- 切屑长度实际上可由周期决定,与材料无关
- 由于避免了切屑球的产生,因此不再需要中断工序
- 人机界面易于设置,操作安全性高

左: 可通过最简单的参数输入设置摆动 / 右:可通过最简单的参数输入设置摆动: 只需在人机界面上通过开/关激活即可
副主轴顶尖

- 合理结合6面完整加工与尾座功能
- 通过铣削主轴,自动将尾座顶尖装入主轴或副主轴卡盘中并从中卸下和装入刀库中
- 同步的副主轴顶尖与主轴支撑细长工件
亮点
客户获益
- 自动换件,确保更高工件精度,无需打开操作门(热流量不变)
- 主轴与顶尖锁定位置,提高工艺安全性

左:自动改变中心点。// 右:参数输入掩码: 控制清洁、更换刀尖和控制冷却液
多刀

- 在车/铣复合中心上高效使用一个以上切削刃的多刀尖车刀
- 一个主刀座提供多个“姊妹刀”
亮点
客户获益
- 缩短换刀时间
- 节省刀库位置
服务和培训
全面的贴心服务和生产培训
DMG MORI提供全面的服务和实践培训,以充分发挥机床的工作性能,压缩停机时间。DMG MORI还为您提供全面的维护方案、原厂备件和量身定制的培训课程,有效提升您的生产和员工能力。
技术参数
加工区
X 轴的最大行程
14 in.
365 mm
Y 轴的最大行程
5 in.
120 mm
Z 轴的最大行程 (Type 750)
34 in.
875 mm
Z 轴的最大行程 (Type 1500)
66 in.
1,685 mm
工件
最大工件直径
24 in.
600 mm
最大工件长度 (Type 750)
29 in.
746 mm
最大工件长度 (Type 1500)
62 in.
1,584 mm
最大棒料直径
5 in.
117 mm